
Электрическая безопасность – это неотъемлемая часть комфорта и безопасности вашего дома или офиса.

Когда дело касается создания фасадов зданий, выбор подходящего материала играет решающую роль.

В поиске новых идей и творческого вдохновения, многие обращаются к различным источникам, которые можно
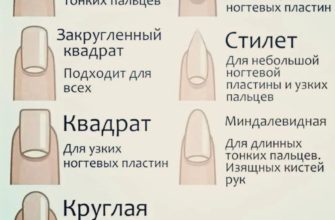
В мире красоты и стиля маникюр занимает особое место. Это не просто процедура по уходу за ногтями, а
Виды маникюра: многообразие и модные варианты Когда дело касается ухода за руками и ногтями, маникюр

Когда дело касается видеонаблюдения, каждая мельчайшая деталь имеет значение. К качеству изображения

Создание собственной открытки поздравления с юбилеем – это отличный способ показать свою заботу

Маттиола и эустома – это цветы, которые добавят роскоши и элегантности вашему свадебному букету.

Дракон – загадочное создание, олицетворение силы и власти. Легендарный мифический персонаж, он

Все мы знаем, что картинки способны передать эмоции сильнее, чем любые слова. Они могут вызвать смех