
- Как варить вертикальные швы ручной и полуавтоматической сваркой без опыта: все, что нужно знать
- Подготовка к сварке вертикальных швов
- Выбор оборудования и электродов
- Проверка поверхности для сварки
- Подготовка сварочной зоны
- Техника сварки вертикальных швов
- Ручная сварка вертикальных швов
- Полуавтоматическая сварка вертикальных швов
- Особенности сварки в различных положениях
- Рекомендации для начинающих сварщиков
- Обучение и практика
Как варить вертикальные швы ручной и полуавтоматической сваркой без опыта: все, что нужно знать
Сварка вертикальных швов является одним из важных этапов в процессе конструкции различных металлических изделий. Вертикальные швы используются для соединения деталей, которые находятся под углом друг к другу. Для правильного выполнения вертикальных швов необходимо знать особенности и специфику данного процесса. В этой статье мы рассмотрим все важные аспекты сварки вертикальных швов ручной и полуавтоматической сваркой без опыта.
Перед началом сварки вертикальных швов необходимо провести подготовительные работы. Сначала необходимо очистить место сварки от окислов и загрязнений. Для этого используются специальные инструменты, такие как полочка и валик для зачистки. Затем следует проверить размеры и параметры свариваемых деталей. Важно узнать, какие материалы используются и какие параметры сварочного механизма стоит установить.
Для сварки вертикальных швов можно использовать различные способы. Один из них – это ручная сварка. В этом случае сварщик должен уметь правильно держать сварочный аппарат и наклонять его под нужным углом. Другой способ – это полуавтоматическая сварка. В этом случае сварочный аппарат устанавливается на специальный стержень, который позволяет равномерно и стабильно подавать сварочный материал.
При сварке вертикальных швов важно учесть особенности и исполнение соединяемых деталей. Если детали имеют разную толщину, то следует начинать сварку с нижнего края и постепенно подниматься вверх. Если детали имеют z-образные стыки, то необходимо наклонить сварочную головку под нужным углом. Также важно правильно настроить параметры сварочного аппарата, чтобы избежать возможных дефектов.
В процессе сварки вертикальных швов возможны некоторые особенности и проблемы. Например, при неправильной температуре или наличии поверхностных дефектов может произойти расплывание или отрыв сварочного шва. Также возможно образование брызг и переход напряжения на себя. Для предотвращения этих проблем необходимо использовать специальные техники и инструменты, такие как специальный газ и защитные приспособления.
Важно помнить, что сварка вертикальных швов требует определенных навыков и знаний. Если вы неопытны в данной области, рекомендуется обратиться за помощью к профессионалам или пройти специальные курсы обучения.
В заключение, сварка вертикальных швов является важным и ответственным процессом при соединении различных металлических деталей. Правильное выполнение вертикальных швов требует знания особенностей и специфики данного процесса, а также использование правильных инструментов и техник. Надеемся, что данная статья поможет вам разобраться в основных аспектах сварки вертикальных швов и приобрести необходимые навыки для успешного выполнения данной задачи.
Подготовка к сварке вертикальных швов
Подготовка к сварке вертикальных швов играет важную роль в получении качественного результата. Она помогает исключить дефекты, такие как шлака и неполное проплавление металла, а также обеспечить равномерное и прочное соединение.
Перед началом сварки необходимо очистить поверхность металла от загрязнений и окислов. Для этого можно использовать щетку или шлифовальный инструмент. Важно обратить внимание на угловое сочленение деталей, которые будут свариваться. В случае, если оно слишком маленькое или неровное, его следует подогнать до нужных размеров.
При проведении сварки вертикальных швов очень важно правильно установить сварочную машину. Для этого следует проверить состояние сварочных электродов и настроить параметры инвертора в соответствии с типом используемого электрода и толщиной металла.
При сварке вертикальных швов рекомендуется использовать полуавтоматическую сварку с переходом на ручную сварку в тех местах, где это необходимо. Такой подход позволяет избежать образования шлака и повысить качество сварного соединения.
При сварке вертикальных швов важно правильно вести рукой сварщика. Для этого следует удерживать сварочный пистолет под определенным углом и перемещаться по шву равномерно и без рывков. Если сварка проводится в перпендикулярном направлении, то рекомендуется использовать специальные тавровые сварочные швы.
В процессе сварки вертикальных швов следует обратить внимание на следующие моменты:
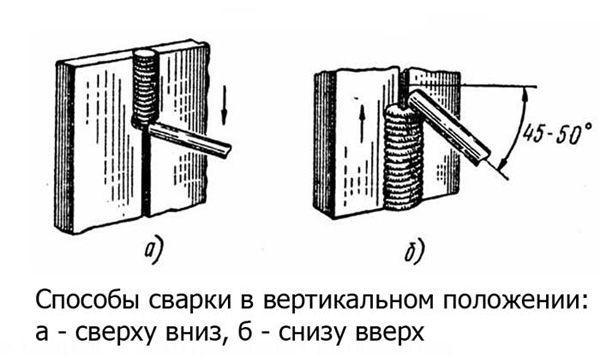
| 1. | Следует начинать сварку снизу вверх, постепенно поднимаясь по шву. |
| 2. | Перед переходом к следующему шву следует обязательно очистить поверхность от шлака и прочистить шов от металлических осколков. |
| 3. | При сварке горизонтальных швов рекомендуется использовать короткую дугу сварки и быстрое перемещение сварочного пистолета. |
| 4. | Для получения равномерного шва рекомендуется увеличить показатели скорости перемещения сварочного пистолета на углах и поперечных точках шва. |
| 5. | Возможно использование специальных сварочных приспособлений для удобства проведения сварки. |
В заключение, следует отметить, что подготовка к сварке вертикальных швов и правильное выполнение сварочных действий играют важную роль в получении качественного результата. Они помогают избежать возникновения дефектов и обеспечить прочное и надежное соединение металлических деталей.
Выбор оборудования и электродов
Первое, на что следует обратить внимание, это выбор метода сварки. Для ручной сварки вертикальных швов часто используется метод “мышки” или метод “стыковые швы”. Первый метод выполняется плавным движением электрода вдоль стыка, а второй метод предполагает переход от одной точки к другой на поверхности стыка. Оба варианта имеют свои преимущества, и выбор зависит от техники и предпочтений сварщика.
Для ручной сварки вертикальных швов без опыта лучше всего подойдет полуавтоматическая сварка. В этом случае основное действие выполняет сварочный аппарат, а сварщик контролирует процесс. Это упрощает выполнение сварки и снижает риск дефектов.
Для сварки вертикальных швов рекомендуется использовать электроды с покрытием, так как они обеспечивают лучшую защиту от оксидации и образования подрезов. Также важно выбрать правильный диаметр электрода в зависимости от толщины свариваемых деталей. Для тонких листовых материалов лучше всего подходят электроды с меньшим диаметром.
При выборе электродов также стоит обратить внимание на их технические характеристики. Желательно выбирать электроды с низким содержанием водорода, так как это снижает вероятность образования дефектов. Также важно обратить внимание на температуру вспышки электрода, которая должна быть достаточно высокой для обеспечения качественного сварного шва.
При работе с полуавтоматической сваркой важно учитывать скорость и угол ведения электрода. Скорость сварки должна быть достаточной для обеспечения равномерного нагрева и создания качественного сварного шва. Угол ведения электрода также играет важную роль и должен быть подобран оптимально для каждого конкретного случая.
При сварке односторонних вертикальных швов важно учесть особенности их размещения. Недостаточная техника ведения электрода может привести к неравномерному нагреву и образованию дефектов. Чтобы снизить риск таких дефектов, рекомендуется начинать сварку с верхней точки шва и постепенно спускаться вниз. Также следует обратить внимание на угловой подъем электрода, который должен быть оптимальным для каждого конкретного случая.
Важно также учесть направление натяжения на сварной шов. Например, при сварке вертикальных швов на подъеме, направление натяжения будет снижаться вниз. Это может вызвать деформацию и образование трещин в зоне сварки. Чтобы снизить риск таких дефектов, можно использовать специальные индикаторы натяжения, которые помогут контролировать процесс сварки.
Весь процесс сварки вертикальных швов требует хорошего контроля и соблюдения технических требований. Это включает в себя правильный выбор оборудования и электродов, а также учет всех факторов, влияющих на качество сварного шва.
Проверка поверхности для сварки
Перед началом сварки необходимо произвести проверку поверхности, на которую будет нанесен сварочный шов. Это важный этап, который требует учета различных факторов.
Первым делом следует очистить поверхность от краски, зачистить ее от ржавчины и других загрязнений. Для этого можно применять различные способы, в зависимости от материала изделия и состояния поверхности.
Предварительно подрезов с помощью электрической рубаночной машины или шлифовального круга удаляются наиболее загрязненные и поврежденные участки. Это позволяет создать чистую рабочую зону для сварки.
Очищенную поверхность следует проверить на наличие трещин, отметить места, где они расположены. Также необходимо знать диаметр сварного стержня, который будет использоваться, и выбрать подходящую технику заваривания.
Для сварки з-образные швы чаще всего применяются полуавтоматической сваркой. При этом необходимо учитывать, что техника сварки будет немного меняться в зависимости от диаметров и видов металлов.
При проведении сварки следует быть внимательным и следить за движениями сварщика. Недостаточная высокая сила или отрыва газа может привести к произошло в данном случае критической ситуации, которая может быть опасной как для самого сварщика, так и для окружающих.
Особое внимание следует уделить проверке сварных соединений после заваривания. Важно учесть, что при таком способе сварки поверхность будет менее гладкой, поэтому требуется более тщательная проверка.
В случае обнаружения дефектов сварки, таких как трещины или неплотность шва, его необходимо привести в порядок. Для этого можно применять различные техники зачистки и дополнительную сварку.
Важно отметить, что проверка поверхности для сварки является чрезвычайно важным этапом процесса сварки. Недостаточная проверка может привести к появлению дефектов сварного соединения и, следовательно, к его непрочности.
В итоге, знание и применение подходящей техники проверки поверхности перед сваркой, а также тщательная проверка сварных соединений после заваривания, дает возможность создать качественный сварной шов, который будет надежным и прочным.
Подготовка сварочной зоны
Первым шагом является очистка металла от загрязнений и ржавчины. Для этого необходимо воспользоваться щеткой или шлифовальным кругом. Очистка должна быть проведена на всей длине шва, а также на ширину около 50-100 мм с обеих сторон шва.
Далее следует проверить правильность размера и формы заготовок. Если они имеют неровности или неправильные углы, необходимо их отрегулировать или заменить.
Одним из важных аспектов при подготовке сварочной зоны является правильное выделение швов. Вертикальные швы могут быть одиночными или состоять из группы швов. Необходимо определить, какие швы будут сварены и в каком порядке. Также следует учесть направления сварки и вопросы обеспечения качественного сварного соединения.
Важным аспектом при подготовке сварочной зоны является правильное настройка сварочного аппарата. Перед началом работы необходимо убедиться в правильном подключении электрода и наличии необходимых газов. Также следует проверить наличие и качество сварочного материала.
При подготовке сварочной зоны необходимо учесть также время сварки. Вертикальные швы требуют больше времени, чем горизонтальные или наклонные швы, поэтому следует запланировать достаточное количество времени для выполнения задачи.
Наконец, перед началом сварки необходимо убедиться в наличии достаточной производительности сварочного аппарата. Если производительность недостаточная, это может привести к низкому качеству сварного соединения или даже его отсутствию.
В заключение, подготовка сварочной зоны играет важную роль в успешной сварке вертикальных швов. Правильная подготовка помогает повысить качество сварного соединения и обеспечить его долговечность.
Техника сварки вертикальных швов
Осуществляется сварка вертикальных швов с помощью дуговой сварки, как ручной, так и полуавтоматической. Для ручной сварки используется электродуговая сварка, а для полуавтоматической – сварка с помощью инвертора.
При сварке вертикальных швов особенно важно учесть несколько техник, которые имеют большое значение для качества соединения. Рассмотрим некоторые из них:
1. Подготовка: Предварительно подготовьте сварочные материалы, очистите место сварки от загрязнений и окислов. Также убедитесь, что сварочная машина настроена правильно.
2. Положение сварки: При сварке вертикальных швов, находящихся на нижнем уровне, рекомендуется использовать лесенку. Это позволит вам удерживать электрод в вертикальном положении и обеспечит равномерную ширину шва.
3. Движение электрода: При сварке вертикальных швов осуществляйте движение электрода снизу вверх, приближая его к верхней точке шва. Это позволит вам удерживать дугу в правильном положении и избежать затупления шва.
4. Удержание дуги: Для поддержания дуги в рабочей точке, необходимо контролировать длину свободного конца электрода, чтобы она не была слишком длинной или слишком короткой.
5. Скорость сварки: Оптимальная скорость сварки должна быть ниже, чем при горизонтальной сварке. Это обеспечит более равномерное наплавление металла и уменьшит вероятность возникновения дефектов.
6. Равномерность шва: Особое внимание следует уделить равномерности шва, чтобы избежать появления дефектов, таких как неполное проплавление или неравномерная обрабатываемость.
Существуют различные способы сварки вертикальных швов, но последний вариант, описанный выше, подходит для начинающих сварщиков. Он позволяет избежать ошибок и обеспечивает хорошее качество сварки.
Знание техники сварки вертикальных швов является важным для всех сварщиков. Она позволяет соединить металлические детали надежно и безопасно, а также обеспечивает качество и прочность соединения. При правильном применении техники сварки вертикальных швов можно достичь отличных результатов.
Ручная сварка вертикальных швов

Для выполнения сварки вертикальных швов можно использовать следующие способы:
| 1. | Способ “лесенка” – это наиболее распространенный способ именно для выполнения вертикального шва. Он заключается в использовании перемещений сварщика по форме треугольника (вверх-вниз). При этом сварщик должен вести сварочную дугу равномерно и качественно вдоль вертикального шва. |
| 2. | Способ “двойной лесенкой” – это более быстрый и качественный способ, чем предыдущий. Он заключается в перемещении сварщика движением вверх-вниз и в сторону, что позволяет быстро и качественно переводить сварочную дугу снизу вверх и избежать стекания раскаленного металла. |
При выполнении сварки вертикальными швами следует учитывать следующие рекомендации:
- Проводить сварку снизу вверх, чтобы избежать отрыва дуги и стекания раскаленного металла.
- Узнать угол наклона шва и его длину, чтобы правильно рассчитать перемещения сварщика.
- Обеспечить натяжение провода, чтобы получить качественный шов.
- Использовать переход от одного положения к другому поэтапно, особенно при сварке листового металла.
- При сварке стыковых соединений особенно важно учитывать возможность стекания раскаленного металла.
Ручная сварка вертикальных швов может быть сложной задачей, однако правильное использование способов сварки и учет особенностей позволит выполнить сварку качественно и без особых проблем.
Полуавтоматическая сварка вертикальных швов

Для сварки вертикальных швов полуавтоматической сваркой необходимо соблюдать ряд основных правил и порядок действий. Весь процесс сварки можно разделить на следующие этапы:
- Подготовка оборудования и материала.
- Наведение сварочной дуги.
- Перемещение сварочной дуги вверх по стыку.
- Переход к следующей зоне сварки.
- Перемещение сварочной дуги вниз по стыку.
- Завершение сварочного шва.
Перед началом сварки необходимо настроить полуавтоматический аппарат, выбрать подходящий электрод и установить необходимые параметры сварки. Когда аппарат готов, можно приступить к сварке.
В процессе сварки вертикальных швов полуавтоматической сваркой следует применять сверху-вниз движения сварочной дуги. При этом необходимо удерживать дугу в зоне стыка и перемещать ее по стыку в направлении сверху-вниз. Длинная дуга и наклоненная в сторону сварного шва позволяют удерживать дугу в зоне стыка и делать меньше поперечных движений.
Следует отметить, что при полуавтоматической сварке вертикальных швов второй материал должен находиться в низком положении. Это позволяет уменьшить напряжение в сварочной зоне и сделать сварку более прочной.
Вариант сварки вертикальных швов полуавтоматической сваркой без опыта может быть выполнен следующим образом:
- Сварка начинается с прогрева верхней части стыка;
- Затем сварщик ведет сварочную дугу вниз по стыку, перемещаясь от верхней части к нижней;
- После достижения нижней части стыка, сварщик перемещается обратно к верхней части стыка;
- Сварщик заканчивает сварку, перемещаясь вверх по стыку и выполняя колебательные движения в зоне перехода между стыками.
При сварке вертикальных швов полуавтоматической сваркой важно обратить внимание на то, чтобы сварочная дуга находилась в зоне стыка и не отходила от него. Также необходимо следить за тем, чтобы сварка была равномерной и не возникало больших зазоров между свариваемыми деталями.
В заключение следует отметить, что полуавтоматическая сварка вертикальных швов может быть выполнена без опыта, однако для достижения хорошего результата необходимо соблюдать все указанные правила и рекомендации.
Особенности сварки в различных положениях
При сварке вертикальных швов электросваркой существуют определенные особенности, которые требуют учета для качественного выполнения сварочных работ. Одной из основных сложностей является отсутствие возможности проведения разделки и подготовки материала перед сваркой. Поэтому все необходимые параметры и характеристики процесса сварки должны быть определены и соблюдены до начала сварки.
Начинает свою работу сварщик, удерживая электрод в руке и подводя его к месту соединения. При этом электрод должен быть притуплены, чтобы его расплавленный конец не задерживался на поверхности свариваемого материала. В процессе сварки сварщик должен удерживать электрод под определенным углом, чтобы обеспечить правильное распределение сил и сравнивать температуры на разных участках сварочной дуги.
При сварке вертикальных швов чрезвычайно важно правильно выбрать положение сварочного инструмента и удерживать его на определенном расстоянии от свариваемого материала. Назовем это расстояние “дуговый зазор”. Оно зависит от многих факторов, включая диаметр свариваемого материала, токопроводящего электрода и характеристики используемого сварочного аппарата.
В целом, сварка вертикальных швов является несложной задачей, если учесть все особенности и следовать определенной последовательности действий. Важно помнить о необходимости соблюдения параметров сварки и правильного выбора инструмента для каждого конкретного случая. Также следует учитывать требования качества сварного соединения и выполнять его с учетом соответствующих стандартов и нормативов.
Рекомендации для начинающих сварщиков
Для выполнения сварки вертикальных швов без опыта рекомендуется следовать следующим рекомендациям:
| Рекомендация | Описание |
| Подбор электродов | Выберите электроды, подходящие для сварки вертикальных швов. Они должны обладать хорошей плавкостью и устойчивостью к трещинам. |
| Точное расположение дуги | Убедитесь, что точка плавления располагалась на кромке свариваемых элементов. Это поможет исключить возможные трещины в сварной зоне. |
| Правильное напряжение | Поддерживайте правильное напряжение при сварке, чтобы избежать образования трещин и недостаточной кристаллизации. |
| Техника перемещения | Используйте технику перемещения электрода, чтобы обеспечить равномерное и точное выполнение сварного шва. Плавите его снизу вверх, поднимаясь по свариваемым элементам. |
| Контроль ширины шва | Уделяйте внимание контролю ширины сварного шва, чтобы он был правильного размера и не содержал неровностей. |
| Постоянное обучение | Развивайте свои умения в сварке вертикальных швов, совершая практику и изучая дополнительную информацию, включая видео и фото материалы. |
Следуя этим рекомендациям, начинающий сварщик сможет освоить технику вертикальной сварки и в будущем выполнять ее с большим мастерством и уверенностью.
Обучение и практика
Переходить от теории к практике в сварке вертикальных швов может быть сложно для начинающих. Однако, собираясь освоить этот вид сварки, вам придется уделить время обучению и получить достаточно практического опыта.
Соединение вертикальных швов в сварке требует от сварщика определенных навыков и знаний. Вертикальная сварка считается одним из самых сложных видов сварки. Она позволяет выполнять соединения между двумя плоскостями, где перемещение сварщика ограничено.
Приходится работать в условиях ограниченного пространства и учитывать перемещения сварочной дуги во время подъема. Техника сварки вертикальных швов рассчитана на создание короткой дуги и убирание шлаковой пленки между слоями сваренного материала.
Для понимания формирования шва и его свойств, вам необходимо ознакомиться с основными принципами и рекомендациями для данного метода сварки. Экспериментально определите размер зазора между соединяемыми деталями и подберите оптимальный диаметр электрода для обеспечения высокой производительности и качества шва.
Основным действием при сварке вертикальных швов является перемещение сварочной дуги от одной точки к другой. Для этого используются различные методы, такие как z-образные или поперечные перемещения. Каждая техника имеет свои особенности, и выбор подходящего метода зависит от конкретных условий и требований к шву.
- Обучение и практика являются самыми важными составляющими процесса освоения сварки вертикальных швов.
- Основные рекомендации по сварке вертикальных швов помогут вам правильно выполнять соединения и получить качественный результат.
- Сварка вертикальных швов считается сложной из-за ограниченного пространства и низкой производительности.
- Оптимальный выбор диаметра электрода и подбор техники перемещения сварочной дуги помогут достичь высокого качества шва.
- В процессе обучения и практики необходимо уделить внимание формированию короткой дуги и убиранию шлаковой пленки между слоями сваренного материала.







