
Ленинградский орден имени Лесины Академии Ленина, С.М. Кирова
На правах рукописи Таратна Вячеслава Викторовича
ТРЕБОВАТЕЛЬНАЯ ФРЕЗКА БЕЗ ПРОИЗВОДСТВА ТЕХНОЛОГИЧЕСКИХ МОЙКОВ В РЕШЕНИЯХ
21,03. Технологии и оборудование для деревообработки, деревообработки
Диссертация на соискание ученой степени кандидата технических наук
Работа выполнена в Лаборатории технологий деревообработки Центрального научно-исследовательского института деревообработки (ЦНИСОД) Всесоюзного научно-производственного объединения. “Soyuznaudrevprom”
Доктор технических наук, профессор КАШЕЕВСКИЙ Р.Е.
Кандидат технических наук, Тарасов С.П.
Вологодская главная конструкторская компания по деревообрабатывающему оборудованию (РПЦ)
] Защита состоится 24 апреля 1990 г. во II час. На заседании специализированного совета К. ОбЗ.50.05 в Ленинграде: Лесная академия им. С. М. Кирова (194018, Ленпнгрзд, Институтская ул., 5, главный корпус, митинг номер).
Диссертация может быть найдена в библиотеке Ленинградской лесной академии. Киров.
Тезисы присланы 20 марта 1990 г.
Ученый секретарь Специализированного совета
ОБЩИЕ РАБОТЫ
-‘-‘Особенности темы. Рациональное использование отходов обрезки пиломатериалов имеет большое значение в решении проблемы комплексного использования древесного сырья. Общее количество разрезов картона в среднем составляет 2-3% от сырья, и только на предприятиях Министерства промышленности СССР образуется более 1,5 тыс. М3 в год. Длина более 0,3 м является экономически выгодной для склеивания для получения клееного фаллоимитатора. Другое рациональное использование концевых сегментов. размолоть их в технологические чипы.
Однако обработка концевых сечений длиной менее 0,3 м до технологической платы в балочных станках недостаточно эффективна из-за низкого качества получаемых изделий. Короткие кусочки дерева занимают нестабильное положение относительно ножевого диска шлифовального станка, в результате чего выход стружки нормальной фракции при измельчении не превышает 50-60.
Способ поперечного фрезерования пружины для резки пиломатериалов позволяет увеличить выход цепи из нордической фракции для производства целлюлозы и бумаги из концевых участков плит менее чем на 0,3 м на 30-40, при этом уменьшая энергозатраты для шлифования по 50-60.

Цель работы. повышение качества технологической стружки для производства целлюлозы и бумаги, получаемых из коротких срезов плит путем поперечного фрезерования одновременно с обрезкой пиломатериалов.
Для достижения этой цели необходимо было решить следующие основные задачи:
теоретическое определение условий равновесия доски при фрезеровании и обоснование рациональных геометрических параметров фрезерного инструмента;
экспериментальное определение влияния на энергетические и качественные параметры процесса фрезерования геометрических параметров инструмента, условий резания, физико-механических свойств древесины;
определение рациональных технических решений и применений фрезерных агрегатов для производства цепей обрезки пиломатериалов.
Методы исследования. Теоретические исследования проводились с использованием современных математических методов.
В экспериментальных исследованиях однофакторные эксперименты были объединены с многофакторным экспериментальным дизайном.
Научная новизна. Теоретически определены необходимые условия для равновесия доски для одностороннего приложения нагрузки во время фрезерования и осевого сдвига.
Разработан метод получения результатов теоретического определения параметров фрезерной головки, обеспечивающий равномерность силы резания и ее пиковых значений в течение цикла обработки доски.
Установлено, что рациональное радиально-тангенциальное расположение групп выступов ножей на плоскости основного конца фрезерной головки с постоянным угловым шагом ножей по спирали, а не кратно 22G.
Разработана методика и получены результаты теоретического определения рациональных геометрических параметров оболочек с двумя ребрами.
Зона резания для производства щепы методом поперечного фрезерования при обрезке досок обоснована, влияние на мощность и качество процесса фрезерования угловых параметров инструмента, условий резания и свойств древесины экспериментально оценен.
Практическое значение. Научно обоснованные исходные требования и руководящие указания для фрезерных агрегатов были разработаны для производства режущей мельницы для разделочных досок, которую можно использовать при проектировании нового и модернизации существующего оборудования. Для обрезки пиломатериалов. Перспективы использования метода поперечного фрезерования древесины, строительства для получения высококачественной технологической щепы для ЭПС, были многообещающими.
READ Как запилить угол 45 градусов
Делать работу. На основании проведенных исследований были разработаны методические материалы по использованию поперечного фрезерования для производства технологической стружки для торцовочных плит, которые были представлены в Главном конструкторском бюро Вологодского деревообрабатывающего оборудования.
Результаты работы были также использованы в задаче разработки фрезерного модуля на зажимном устройстве для получения технологического зазора для обрезки лесозаготовительных участков, принятого для проектирования в СЛО “Сменный водитель”,
По результатам исследования предложены этапы внедрения метода в отрасли на основе рациональных технических решений, защищенных авторскими свидетельствами на изобретения (AS 923802, AS 1172703, AS 1253775). “
Тестирую работу. Основные результаты моей диссертации, о которых я рассказывал, были созданы на отраслевых научно-технических конференциях молодых ученых и специалистов в Центральной школе экономики в 1982 году и в Центральной школе экономики в 1983, 1985, 1989 годах.
Публикации Согласно исследованию, было опубликовано восемь опубликованных работ, которые цитируются в конце реферата.
Структура и объем работ. Диссертация состоит из введения, пяти разделов, выводов из рекомендаций, списка использованных источников и приложений. Работа содержит 147 страниц машинописи, 37 страниц. Каталоги содержат названия программного обеспечения. Общий объем работы составляет 266 страниц.
Во введении обосновывается актуальность этих диссертаций, формулируются цель и задачи исследования.
В первом разделе анализируются области рационального использования древесных отходов и отмечается низкая эффективность традиционного оборудования. шлифовальные станки для измельчения короткой стружки с длиной конца менее 0,3 м (70 от общего числа секций) до древесной щепы, что обосновывает необходимость использования фрезерования для получения древесной щепки одновременно с досками обрезными, т.е. агрегатный метод обработки древесины.
Видео: Для Чего На Торцовке Угол 22 5
Возможность использования фрезерного инструмента для получения технологической стружки при запатентованной обработке плит в США, Швеции 1 и
(1 0,5R ^, где P ™ „. Термины
силы сжатия платы P ™, соответственно компенсирующие движение систем вдоль оси OS, и E, a ^. коэффициент трения скольжения (условно считается, что коэффициент трения равен). Используя метод Гаусса, мы получили выражения для определения минимальной силы прижима доски при фрезеровке
где 5″, ¿>£ r, D4r, D4r. разовые и грузовые перевозки по России
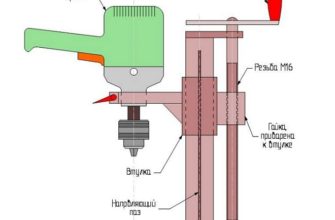
Рис. 1. Система- | Светодиод с двумя степенями статической неопределенности
Для определения смещений в формуле (I) я использовал «! Интеграл Мора, кручением в адапте в системе пренебрегали. Термины интеграла Мора определялись графически и аналитически методом Верешчат2па3v с учетом предгеля или отрицательного зерна Движений, мы проанализировали форму. g / lu (I) На основе анализа было подтверждено, что необходимо использовать принудительное зажимание доски и обоснованность требования уменьшить большие значения силы резания во время фрезерование, т.е. уменьшение максимального количества одновременно работающих ножей” Полученные после экспериментального определения составляющие максимальную силу резания по длине плуга-Ретоха Руста К Ростаха на участках три, четыре и корректируются с коэффициентом безопасности от 600 до 1000 Н в зависимости от использования фрезерных агрегатов (Глава, В-пятых).
Второе задание. это необходимо для определения рациональных значений среднего радиуса резания фрезерной головки 5 и наилучшего типа расположения спирального ножа.
Чтобы обосновать рациональные значения параметра, мы провели анализ процесса взаимодействия ножей с древесиной, чтобы убедиться, что следующее условие является равномерным.
где%. индикатор неравномерной нагрузки;
Пш. максимальное количество ножей за раз;
Сделка среднее количество одновременно работающих ног.
В ходе анализа было установлено, что радиус развития r по-разному влияет на параметры P. ^ и G1max. Если зависимость П. >60 °. Таким образом, условие 8C = 8H = 45 °, Ppc = 45,6 ° достигается при значении A, = 65,4 °, Dd = 90 °, 4 = 135 °.
В третьей и четвертой главах представлены результаты экспериментальных исследований влияния мощности и качества процесса поперечного фрезерования на геометрические параметры инструмента, условия резания и свойства древесины.
READ Шлифовальная Машина Для Стекла Своими Руками
Первая часть экспериментальных исследований (глава третья) посвящена обоснованию желаемой взаимной пространственной ориентации инструмента и обрабатываемого объекта. Односторонние эксперименты с переменным средним кинематическим углом 01 во всех возможных диапазонах при смене досок.
Вторая часть экспериментов (глава четвертая) была решением проблемы идентификации процесса фрезерования для выбранного рационального значения параметра 0. Эта часть экспериментов была выполнена на шинах Yol.
В рамках решения этих экспериментальных задач были проведены три серии экспериментов (таблица 1).
Серия 1. 1 «| п. 1 ■ т | Имя | ОДИН-: ^ Это-; ¡Измеренное значение фактора 1 на уровнях
I Средний кинематический угол встречи & ‘град. 22,5 112,5, 45 (-2) 90 135 (2 67, b £.3 5 157,5 (3,
I Уголок здания на этаже «.35 45 55 >5s
¡Edani-; Важность факторов;< на уровне >-
2 Задний угол по длинному краю степени SC равен 2 5 8
3 Задний угол по короткому краю ^ 1 град. 0 2,5 5
4 Угол наклона ребер второй в другой градус. 120 135 150
I Фидер для ножей мм 2 5 8
ч 2 Скорость резания U м / с 5 15 25
План B4 3 Угол наклона годовых слоев к плоскости резания ^ град. 75 0 75
4 Влажность V /% 20 60 100
Горизонтальная, вертикальная, осевая средняя и максимальная составляющие силы резания по длине стружки, rus, p2C, P 135 °, соответственно, были приняты в качестве основных показателей оценки процесса фрезерования.
Характер зависимости максимальных составляющих среза Pxstax f Rusta »Rgstax от параметра Q аналогичен описанному выше для его средних компонентов, а их абсолютные значения возрастают более чем в 2 раза. Так с & = 135 ° F
Шя 8-ый запах / rhs. Rustach / Rus ñzemax / Pzc. соответственно 2,52; 2,04; 2,65.
На основании второй и третьей серии экспериментов были получены регрессионные зависимости PxC «Rus» Ras по угловым параметрам инструмента, условиям резания и свойствам челюсти. Зависимости представляют собой набор полиномов второй степени, от 5 до 15 коэффициентов регрессии.
Наибольшее влияние на горизонтальный радар российской вертикали. Компоненты силы резания осуществляют угол резания 8-го и угол ребер друг друга f, и в. этот эффект усугубляется парным взаимодействием этих факторов.
Параметр f so-ze сильно влияет на осевую составляющую силы резания RDS. Влияние на угол резания Pgc Se. меньше чем для Rhs, Rus компонентов. С другой стороны, значение заднего угла для CGS короткое, особенно в диапазоне O & 2.5. Угол, равный или
близко к нулю, компонент PCe меняет знак ‘(ориентация), то есть стремится вытянуть обработанный материал из инструмента.
Из факторов в третьей серии экспериментов, первым с точки зрения влияния на показатели мощности является предложение Nov Ua. Содержание влаги в древесине существенно влияет на диапазон 20 £ г = W 40.
Угол наклона годовых слоев к плоскости среза мало влияет (в пределах 10-17?) На Pc, rac, pcc t. Наименьшее значение мощности достигается при тангенциальной резке (^ = 0).
Скорость резания в текущем диапазоне практически не меняется. Сильные стороны », чтобы вы могли пренебречь ими в своих расчетах.
Для оценки энергозатрат процесса фрезерования были определены значения удельной работы резки. При подаче на Vog в диапазоне от 5 до 7 значение удельной работы резки практически не изменяется, являясь наименьшим в исследуемом диапазоне изменения параметра. Это k = 2,22 сдд / м3 при фрезеровке древесных облаков сухим измельчением. 1с = 3,06 см / м3.
По сравнению с вырубкой древесины в измельчителях рассматриваемый процесс измельчения обеспечивает экономию энергии в 50-6055.
Как показывают результаты определения фракционного состава древесной щепы с изменением кинематического угла наклона, максимальный выход ее нормальной фракции достигается при F = 135 ° и составляет
._ _. _. _ _ PR-композиция-
Он колеблется от 600 до 1000 Н.
3. Связь между характером взаимодействия ножа с деревом и средним радиусом режущих головок &, Значения параметра d, которые соответствуют граничным условиям между прерывистым и непрерывным характером резки древесины, определяются и обеспечивают наименьшую неравномерность силы резания во время фрезерования.
READ Как Резать Стекло Масляным Стеклорезом
4. Радиально-тангенциальное расположение групп выступов ножей на плоскости основного наконечника фрезерной головки с постоянным угловым шагом ножей по спирали, не кратным 231, является рациональным, обеспечивая равномерное усилие резания, уменьшая его пиковые значения при фрезеровке и возможность полной замены ножей.
5. Рекомендуются следующие параметры фрезерного инструмента: рабочая ширина 0,3 м, количество спиралей 2. A, количество ножей
до 12, количество лезвий 4. b, количество лезвий на лезвии 6. 10, средний радиус резания для обработки тонких досок 180. 200 м, толщина 220. 250 и.
6. Рациональная конструкция ножей без скашивания режущих кромок с углом наклона 135 ° друг к другу, что обеспечивает приемлемое значение угла стружки 35,3 °.
7. Установлено, что желательно, чтобы фрезерование с верхним расположением доски и с диапазоном изменения кинематического угла наклона от 135 ° до 145 ° было лучше при условии максимального выхода технологической стружки.
8. Рекомендуемые значения угловых параметров фрезерного инструмента и режущей планки: угол резания по длинной кромке ножки 45 °; угол наклона спинки соответственно длинный 5 °, короткий ножевой край 2,5 °; кормить что-то 5. ш; скорость резания 8. 15 м / с.
9. Целесообразно формировать торцевую поверхность досок с помощью дисковых пил традиционным способом одновременно с процессом фрезерования.
10. По сравнению с измельчением коротких отрезков концевых участков длиной менее 0,3 м в измельчителях этот метод увеличит выход технологической стружки нормальной / нормальной фракции по меньшей мере на 30-40 с уменьшением потребления энергии измельчения. до 50-6052.
11. В зависимости от применений фрезерного модуля для обрезки мокрых досок годовой экономический эффект составляет 4,8 и 27 тысяч рублей соответственно.
Основное содержание дипломной работы изложено в следующих публикациях:
1. А.С. 923802 СССР Устройство для обрезки пиломатериалов / EY. Бо- | Ровиков, В.В. Шешаков, В.В. Таратин. Публ. 30.04.82 Булл.
№ 16 ‘// Открытие. Изобретения 1982. 16. 16. 73.
2. Таратин В.В. Резка пиломатериалов методом поперечного фрезерования // Материалы Второго Всесоюзного конф. молодой ученый и специалист. Минлесбумлрома СССР. Химки, 1982. С.103-104.
3. Таратин В.В. Влияние кинематического угла встречи на процесс поперечного фрезерования при распиловке пиломатериалов // Материалы пятого научно-технического. Conf. ученый мол и спец. лесопильная промышленность. Архангельск, 1983.
. В КАЧЕСТВЕ. 1172703 СССР Устройство для обрезки пяти материалов / В.В. Таратин. Публ. 15.0885 Ball. ‘L 30 // Открыть. Inventions.-
. В качестве. 1253775 СССР Устройство для обрезки шигегегориалов / В.В. Тара та. Публ. 30.08.16 Бет. 32nd // Открытие. Изобретения
. Таратин В.В. Обоснование спирального расположения фрезерных головок для обрезки пиломатериалов // Роль мол. ученый и специалист. в повышении эффективности использования древесины и ее отходов в сваях. домашнее хозяйство: т. док. Всесоюзный. научно-технический кофф. 20-22 мая, Архангельск. Y., 1986. С.53-54. Таратин В.В. Кумулятивный метод используется для обработки длины досок и графики его выполнения // Научный тр. / 1SCHISH0D. 1986. Новые технологические процессы на лесопилках. S.93-100. ». Таратин В.В. К вопросу о качестве древесной щепы, получаемой поперечным фрезерованием при разделке досок / Пути повышения эффективности деревообрабатывающей промышленности: Сб. дог. Все-естествознание.техн. кокс. Mod. ученый и специалист. 25-29 свиноматок. Архангельск, 1989.-С.127-128.
Пожалуйста, присылайте свои тезисы в двух экземплярах с заверенными подадреса по адресу: 19-1018, Ленинград, Иннотит-кн. 5. Лесная академия имени С.Г. Кпрова, спедаль-вровзнннн рад.