
Основной режущий элемент любой ручной пилы. ряд зубьев, нарезанных на полотне и представляющих собой резцы в виде клиньев. Древесину, при изготовлении из нее всевозможных изделий, распиливают вдоль, поперек и под углом Θ к ее волокнам, в связи с этим различают поперечное, продольное пиления и пиление под углом к ее волокнам и при каждом случае используют соответствующий тип пилы, отличающийся от других формой зубьев.
- НЕ УМЕЕШЬ точить ленточные пилы? Пошаговая инструкция на заточной станок Алтай-з22
- Заточка пилы
- Как правильно заточить ленточную пилу для ленточной пилорамы! Мастер класс!
- Немного теории: из чего изготавливают инструмент?
- Все о зубьях и углах их заточки
- Распространённые ошибки
- Приспособление для быстрой и качественной заточки полотна ленточной пилы своими руками
- Инструменты
- Советы от профессионалов
- Начало заточки пилы
- Как заточить ленточную пилу?
- В чем сложность заточек ленточных пил?
- Как правильно заточить ленточную пилу?
- Советы от профессионалов
- Тонкости разводки ленточных пил
- Что нужно знать об углах заточки зубьев
- Как правильно заточить ленточную пилу
- Правильный развод и заточка ленточной пилы – половина успеха!
НЕ УМЕЕШЬ точить ленточные пилы? Пошаговая инструкция на заточной станок Алтай-з22
При поперечном пилении применяют поперечные пилы, режущие кромки зубьев которых при движении в древесине перерезывают ее волокна как ножом и образуют пропил. Продольное пиление отличается от поперечного тем, что направление движения пилы параллельно волокнам древесины. Передние кромки зубьев продольных пил строгают древесину, как ножи в рубанках, и, углубляясь, образуют пропил. При распиливании древесины под углом Θ к ее волокнам применяют универсальные (смешанные) пилы с зубьями, являющимися промежуточной формой зубьев поперечных и продольных пил.
Заточка пилы
Заточка зубьев пил. в своем роде искусство, требующее верности рук, хорошего глазомера, внимания. Научиться этому делу нетрудно, необходимо иметь желание и четко придерживаться следующих правил:
Как правильно заточить ленточную пилу для ленточной пилорамы! Мастер класс!
- Полотно пилы необходимо жестко закрепить в специальном приспособлении, выполненном из дерева, которое также устойчиво установить на хорошо освещенном рабочем столе. Заточка зубьев пил на табуретках или на коленях не дает удовлетворительного результата.
- Следует пользоваться личным напильником с последующей зачисткой заточенных граней зубьев бархатным (с мелкой насечкой) или надфилем. Желательно, чтобы напильник был новый, острый и с насаженной рукояткой. Если в нужный момент не оказалось такового, то можно использовать и подержанный, но обязательно почищенный стальной щеткой и натертый древесным углем, чтобы напильник не забивался и не тупился. При заточке зуба напильник должен вцепляться в его металл и снимать его слой в зависимости от силы нажима. А если он скользит по зубу, не снимая металла, то зубья пилы перекалены или напильник истерт. В этом случае необходимо повторить заточку новым напильником. Если и в этом случаи он скользит по зубу, то остается брать другую пилу.
- Правой рукой зажимается рукоятка напильника, а левой рукой придерживается его конец и напильник направляется на зубья пилы. О работе напильником в зависимости от типа пилы рассказывается ниже.
- Нажим напильника на зубья должен быть плавным и равномерным и только в одну сторону от себя. При возвращении напильника в исходное положение он не должен касаться зубьев.
- Надо стараться стачивать металл с граней зубьев минимально одинаковой толщины, водя напильник одно и то же количество раз с одинаковым давлением, которое позволяет сохранить величины углов, шаг и высоту зубьев после заточки.
- На гранях зуба со стороны выхода напильника образуются заусенцы, которые снижают остроту зуба, а если иx не убирать, то в процессе работы пилы они выкрашиваются, и зубья значительно затупляются. Для удаления заусенцев грани зубьев дотачивают напильником с бархатной насечкой и снимают заусенцы с боковых граней мокрым оселком.
- После заточки зубьев необходимо проверять их остроту. Посмотрите на острие иголки и кромку лезвия бритвы: они, острозаточенные, не блестят на свету. А если их затупить, то на кончике иголки и на кромке лезвия появляются закругленные поверхности, которые отражая свет, хорошо блестят. На этом принципе построена проверка качества заточки зубьев пил. Для этого пилу ставят перед глазами и рассматривают ее зубья вдоль полотна. Если их режущие кромки и вершины не блестят, то зубья пилы наточены удовлетворительно, а если некоторые из зубьев с блеском (часто так бывает), то их надо подточить напильником с бархатной насечкой, снять заусенцы и вновь проверить отражение света их кромками и вершинами.
Поперечные пилы. Зубья поперечных пил затачивают, применяя трехгранный напильник с мелкой насечкой с углом при вершине 60°.
Для заточки зубьев пилу зажимают в специальное устройство, позволяющее установить ее полотно под углом 45-50° к плоскости рабочего стола. Напильник ведут параллельно рабочему столу под углом 60-75° к полотну пилы и таким образом в первом зубе затачивают левую грань А1А2В2В1.
Точат зубья пилы в несколько приемов. Сначала напильником проходят по левым граням нечетных зубьев, расположенных в дальнем ряду, настраивая руки на одно и то же движение. Затем проходят напильником по правым граням тех же нечетных зубьев, завершая заточку главных режущих кромок очень острыми вершинами. После завершения заточки нечетных зубьев полотно пилы в заточном устройстве переворачивают и таким образом точат четные зубья, оказавшиеся в дальнем ряду. При заточке зубьев поперечных пил необходимо тщательно следить, чтобы получались в каждом зубе острые главные режущие кромки с двугранным углом φ = 60-75°, короткая режущая кромка и острая вершина.
Продольные пилы. Зубья продольных пил, в которых угол π
Немного теории: из чего изготавливают инструмент?
Пилы для древесины обычно изготавливают из инструментальной стали (твердость 45 HRC). Для производства изделий по металлу российские производители обращаются к сталям В2Ф, 9ХФ, зарубежные же — к C 75 и др. Зубья таких пил в процессе закалки высокочастотными токами «награждаются» высочайшей твердостью. Часто при работе с металлом используют биметаллический ленточный инструмент: его полотно выполнено из пружинной стали, а лента с зубьями – из сплава с высоким м кобальта и вольфрама. Эта быстрорежущая сталь «присоединяется» к основанию пилы при помощи электронного луча.

Все о зубьях и углах их заточки
Ленточные пилы могут обладать различной геометрией зубьев: на нее влияют тип и свойства распиливаемого сырья. Что касается инструментов для работы с древесиной, то они могут быть столярными, делительными и предназначающимися для распиловки бревен – и параметры и форма зубьев у каждого «подвида», соответственно, свои. Угол заточки ленточных пил по дереву определяется фирмой-производителем на основании целого ряда факторов, но ключевой является такая тенденция – чем тверже материал, тем меньшим должен быть передний угол.
Для пил по металлу с постоянным шагом характерны две основные формы зубьев – стандартная и «положительный передний угол». Стандартные зубья предназначается для резки тонкостенного материала, с положительными передним углом – для обработки металла с толстыми стенками.
Теперь о величине шага. Для тонкостенных заготовок (листовой прокат, трубы) применяют пилы с малым шагом зубьев – иначе существует риск повредить или даже сломать зуб. С толстостенными материалами лучше работать при помощи инструмента с небольшим количеством зубьев на дюйм.
Дабы устранить эффект резонанса, провоцирующий вибрации полотна, ряд пил делают с переменным шагом.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
READ Как Заточить Цепь Бензопилы Станком
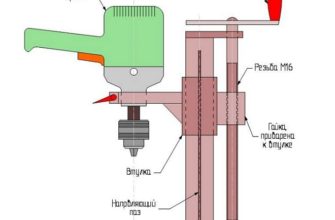
Приспособление для быстрой и качественной заточки полотна ленточной пилы своими руками
Материалы. — Листовая фанера 12-14 мм в толщину— Доска— Деревянные бруски— Жестяная полоса— Саморезы по дереву— Дремель.
Инструменты, использованные автором.— Ленточная пила— Шуруповерт.
Процесс изготовления. Вот такое несложное приспособление поддерживает дремель как раз под нужным углом, угол можно настраивать/регулировать, ослабляя немного вот эти два шурупа и слегка проворачивая прибор, выставляя под нужный угол.
Упор выставляется вот таким образом и фиксируется на этом месте. А остальная конструкция устанавливается по упору, чётко посередине лезвия. Потом мастер подталкивает приспособление вперёд и направляет его так, чтобы оно постоянно находилось под прямым углом к лезвию.
Спасибо Джону за представленное заточное приспособление!
Всем удачи, хорошего настроения и острых инструментов!
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
Заполняя форму вы соглашаетесь на обработку персональных данных
Инструменты
Ленточные пилы – это инструменты для резки, применяющиеся в ленточнопильных станках. Являют собой замкнутую ленту с зубьями. Обладают массой своих, характерных только для них, достоинств. Ширину пропила ленточные пилы оставляют значительно меньшую, нежели дисковые инструменты: если при пилении бюджетной древесины этот факт, возможно, и несущественен, то при резке элитного металла и разделке ценных древесных пород – критически важен. С их помощью можно разрезать совершенно любую заготовку. Кроме того, ленточные пилы демонстрируют хорошую скорость работы. обеспечивают высокое качество поверхности реза. Уменьшение отходов стружки благодаря их использованию – вещь очевидная. Однако, чтобы стабильно ощущать на практике все вышеперечисленные преимущества работы с инструментом, необходимо ответственно подойти к вопросам его обслуживания. Заточка ленточных пил, а также их разводка должна производиться качественно и своевременно.
Цена заточки ленточных пил в специализированных конторах обычно невысока, однако скорость и грамотность выполнения работ не всегда радует. Можно ли справиться с задачей своими руками? Безусловно, если знать, как правильно точить ленточные пилы и располагать необходимыми приспособлениями.
Советы от профессионалов
В случае заточки ленточной пилы посредством станка, перед началом работ необходимо убедиться в правильности положения заточного диска относительно инструмента. 2. Очень важно снять из пазух такое количество металла, чтобы все микротрещины были гарантированно устранены. 3. Если инструмент «функционировал» без качественного обслуживания дольше, нежели допускал производитель, количество металла, снимаемого за одну заточку, следует увеличить. 4. Для проверки результатов заточки всегда используйте в качестве эталона новый инструмент. 5. Форма зуба пилы – разработанный и выверенный годами параметр. Поэтому надеяться на то, что инструмент будет пилить «как по маслу», в независимости от того, что вы «вытворите» с зубьями – огромное заблуждение. 6. При соблюдении эксплуатационных требований ленточная пила будет служить вам на совесть до того момента, пока ее ширина не уменьшится до цифры, равной 65% от исходного значения. Уменьшается ширина, естественно, в процессе перезаточек. 7. Существует совершенно абсурдная рекомендация о том, что особой надобности в снятии заусенцев после обработки нет. Если к ней «прислушаться», то появление микротрещин в полотне гарантировано. 8. После работы ленточную пилу следует незамедлительно подвергать очистке от смолы и опилок, а перед заточкой – тщательному осмотру. В противном случае риск засорения заточных дисков крайне высок. А это неизбежно влечет за собой «халтурность» процедуры заточки.
Начало заточки пилы
Настройка заточного круга производится двумя винтами:
После подготовки заточного круга установите ленточную пилу и, прокрутив круг рукой или на минимальной подаче, проверьте, насколько точно он идет по профилю. При необходимости снова допрофилируйте круг.
После окончания работы необходимо очистить от грязи, металлических опилок и ржавчины механизм зажима пилы, поддон для охлаждающей жидкости; проверить уровень жидкости и при необходимости добавить ее; протереть весь станок.
Как заточить ленточную пилу?
Подбирая человека для работы заточником, обратите в первую очередь внимание на его характер. Горячий, взрывной, старающийся все быстро сделать человек никогда не станет хорошим заточником. Здесь необходим спокойный, внимательный, усидчивый, ответственный человек, способный долго выполнять монотонную работу. Но даже этого мало. Хорошие заточники получаются только из тех, кто может буквально чувствовать пилу и только по слуху настраивать заточный станок. Не зря в народе говорят, что хорошим заточником надо родиться. И это действительно так. Поскольку просто механически хорошо точить ленточную пилу этим способом по указанным выше и ниже причинам практически невозможно.
Теперь покажем, что конкретно необходимо делать заточнику в процессе работы.
В чем сложность заточек ленточных пил?
Основная причина неверной заточки ленточной пилы − это потеря заточным кругом своей формы.
Если техническую проблему можно решить с помощью качественного изготовления самого станка (например, фирма Vollmer производит очень хорошие станки), если инструментальную проблему как-то можно решить путем правильного подбора заточного круга, то проблему формирования профиля заточного круга нельзя хорошо решить даже теоретически.
Только очень опытные заточники или люди с внутренним чутьем могут приблизиться к пониманию и максимально точному выполнению профилирования торца заточного круга. Поясню это на примере. Проведите на листе бумаги горизонтальную леску. Теперь от этой косильной лески в правую сторону на глазок проведите две вертикальные косильной лески: одну под углом 10°, а вторую через 3 мм под углом 40°. Теперь соедините левую леску с горизонтальной прямой через радиус 1,5 мм, а правую леску − через радиус 1-2 мм. Сделайте это несколько раз и проверьте с помощью транспортира, что у вас получилось. Для наглядности можно эти листы совместить. Учтите, что расхождение данных всего на 0,5° уже ведет к неточному протачиванию профиля. А неточное соединение левой прямой ведет еще и к изменению шага пилы. Теперь представьте, что заточник все это должен делать не на бумаге, а на вращающемся круге, где выдержать точно размеры еще сложней. Но его мало сформировать один раз. Необходимо, чтобы и при повторной заточке после пиления профиль торца круга был точно такой, как при предыдущей заточке, что практически невозможно. Поэтому не столь важно, какого качества кругом вы ведете заточку. Даже если у вас очень хороший круг и вы сможете проточить им без дополнительного допрофилирования комплект ленточных пил на целую смену, вы практически никогда не сможете повторить в точности этот же профиль торца круга при следующей заточке, а значит, не сможете точно проточить профиль зубьев пилы после ее затупления. Теперь вы понимаете, почему точное формирование торца профиля круга не просто сложная, а чрезвычайно сложная задача. Чтобы хоть как-то облегчить ее решение, можно точить бакелитовыми армированными кругами толщиной 3-4 мм. Но их сложно найти нужного качества изготовления.
Поэтому за профилем круга нужно следить очень тщательно. Иначе это приводит к следующим изменениям в теле ленточной пилы:
- Изменению радиуса у основания зуба, что влечет за собой изменение шага и невозможность уже на следующем проходе нормальной заточки пилы. Круг начинает неравномерно врезаться в переднюю грань, не задевая заднюю, или наоборот, то есть становится невозможно протачивать полный профиль пилы сразу. Заточник уже за два-три прохода старается проточить хотя бы режущие кромки зубьев, при этом в месте перехода возникает микрогорб или микровпадина, которые приводят к возникновению микротрещин, а также не снимаются уже возникшие при пилении микротрещины, что ведет к преждевременному разрыву пилы по телу.
- Изменению угла заточки, высоты зуба, формы впадины, которые влияют на производительность пилорамы и качество получаемого пиломатериала.
Заточный круг должен иметь вид, как показано на рис. 1а. Толщина − 5-8 мм. Но на практике работать с таким профилем очень тяжело. Мы рекомендуем использовать круги с профилем, как на рис. 1б. Толщина − 3-4 мм. Тогда заточнику не надо будет очень часто формировать профиль заточного круга, а лишь изредка чуть подправлять его. Это значительно упрощает работу заточника.
Как будет показано ниже, в процессе заточки может участвовать только 3-4 мм толщины заточного круга. Большая толщина нужна, только если у вас идеальный станок. Но такого в природе не существует. А также если вы хотите вести заточку на ускоренных подачах зуба, тогда круг не будет искривляться и прогибаться. Но при этом вы практически гарантированно получите крупные риски и прижоги и тем самым сильно укоротите жизнь пиле, да и едва ли сможете хорошо пилить. Время проточки одного целого прохода ленточной пилы длиной 4 м должно быть 10-15 мин. Как минимум нужны два прохода: первый − заточка, второй − чистовой для снятия рисок.
READ Как Почистить Масляный Фильтр Бензопилы
На практике редко получается хорошо проточить пилу за один проход. Чаще необходимы два-три. Так что, если теперь заточник вам скажет, что он через 15 мин принесет заточенную пилу, вы можете представить, какого качества она будет.
Возможные нарушения формы торца заточного круга и получаемый при этом профиль зуба пилы показаны на рис. 2.
Под номерами 1-7 красной пунктирной линией показан образцовый профиль, сплошной линией − получаемый.
- Правильная форма торца − идеальный вариант получаемого профиля зуба.
- Стачивание во время заточки переднего радиуса. Происходит изменение радиуса впадины с последующим изменением шага пилы.
- Слишком маленький или отсутствующий радиус левой части. Во время заточки не формируется передний радиус зуба. Это ведет к изменению шага пилы, а также к увеличению напряжения во время пиления у корня зуба, что приводит к возникновению микротрещин и ускоренному разрыву ленточной пилы в этом месте. Такая форма торца круга может получаться при начальном формировании или в процессе заточки.
- Неправильная подготовка правой части. Снято слишком мало. Во время заточки будет увеличиваться впадина, зуб будет укорачиваться и поджигаться на выходе. Такое состояние заточного круга может получиться и в процессе заточки.
- Неправильная подготовка правой части. Снято слишком много. Во время заточки ход заточного круга будет меньше впадины, то есть не будет протачиваться задняя часть зуба.
- Неправильная подготовка правой части − угол больше заднего угла зуба. Во время заточки не будет протачиваться задняя часть впадины, так как правый торец круга быстрее упрется в заднюю часть зуба, чем до нее дойдет правый радиус. Зуб будет укорачиваться и поджигаться на выходе.
- а. Неправильная подготовка правой части − задан угол меньше заднего угла зуба. Круг практически точно проходит по профилю зуба.
Как видно из приведенных выше примеров, идеально подготовить заточный круг из-за проблем с правой частью практически невозможно. Поэтому надо стараться формировать рабочую поверхность так, как показано в пункте 7а. Круг нужной твердости при таком профиле позволит заточнику протачивать до правки несколько ленточных пил, количество которых зависит от толщины снимаемого материала. Но при этом за работой круга все равно надо следить, так как по мере стачивания торца круга угол правой части будет увеличиваться и круг необходимо допрофилировать.
Если же сразу поставить круг толщиной 3-4 мм (пункт 7.б), допрофилирование правой части практически не понадобится, необходимо следить только за левой частью, а это значительно упрощает процесс формирования профиля торца.
Нужно также снимать за один проход такое количество металла, чтобы не происходило прижигание тела или режущей кромки ленточной пилы. Иногда даже при небольшом снятии металла все равно появляется чернота. В этом случае надо очистить заточный диск при помощи правочного карандаша от налипших частиц металла и снова проточить пилу.
Нельзя оставлять также большие риски, надо обязательно пройти еще один круг и сошлифовать их.
Итак, необходимо обязательно придать торцу заточного круга правильную форму и точить ленточную пилу только по всему профилю зуба, используя круг потверже, снимать за один проход как можно меньше металла, чтобы не получались прижоги, точить пилу за несколько проходов, так, чтобы в конечном итоге остались еле заметные белые риски. Профиль зуба должен быть одинаков на всей длине пилы и соответствовать образцу.
Пила должна устанавливаться на станок чистой и нержавой. В противном случае толкателю может не хватить усилия для протягивания пилы и заточный круг попадет на зуб. Зуб будет испорчен. При сильном врезании может расколоться и круг.
Все время заточки ленточная пила должна быть поджата, а механизм поджатия чистым. Сила прижима должна быть такой, чтобы толкатель проталкивал зуб с небольшим напряжением, но так, чтобы двигатель не притормаживал. Если пила будет зажата слабо, она может отойти назад за уходящим толкателем или вперед от усилия заточного круга. Результат будет такой же, как и в предыдущем параграфе.
Если есть сомнения в умении вашего заточника правильно точить ленточную пилу, вы можете проверить его работу в течение нескольких минут.
Надо взять любую пилу, подготовленную к работе, и посмотреть на нее сверху зуба, там, где проходил заточный круг. Торец должен быть одинакового серебристого цвета. Если впадина более темного цвета, значит, она не протачивалась. На торце не должно быть никакой черноты. Если чернота имеется, то при работе в теле на этих местах ускоренно возникают микротрещины, что ведет к разрыву ленточной пилы. Тем более не должна быть подожжена режущая кромка, так как в этом случае она моментально затупится и пила перестанет пилить, то есть пойдет волна. Допускаются только еле видимые белые риски.
Также надо проверить форму зуба по образцу, который должен находиться у заточника. Такой кусок ленты всегда можно получить на фирме, у которой вы приобрели ленту.
Если вы уже устали читать, как правильно точить первым способом, а хотите просто работать и получать прибыль, не думая постоянно обо всех этих проблемах, то вам подойдет только второй способ заточки ленточной пилы.
Как правильно заточить ленточную пилу?
Доказано: свыше 80% случаев разрыва инструмента происходит из-за несоблюдения правил заточки ленточных пил. Необходимость манипуляции определяется визуально – по виду самых зубьев или состоянию стенок пропила (увеличение шероховатости поверхности). Круги для заточки ленточных пил выбирают в зависимости от твердости зубьев. Для заточки изделий из инструментальной стали обращаются к корундовым кругам. Биметаллические пилы требуют алмазных либо боразоновых образцов. Форму заточного круга для ленточных пил следует определять, исходя из параметров инструмента. Она может быть профильной, чашечной, плоской, тарельчатой.
Перед началом работ рекомендуется позволить пиле провисеть в вывернутом состоянии десять-двенадцать часов.
Требования к заточке ленточных пил своими руками:
обеспечение равномерного съема металла по профилю зуба; исключение чрезмерного нажима круга (это может привести к отжигу); обеспечение сохранности высоты и профиля зуба; обязательное наличие охлаждающей жидкости; контроль отсутствия заусенцев.
Стандартная инструкция по заточке ленточных пил гласит, что заточка должна производиться либо по передней поверхности зуба, либо и по передней, и по задней. Но это теория. На практике же многие профессионалы, да и народные умельцы «исполняют» ее исключительно по задней поверхности – так, по их мнению, удобней.
Вообще, несмотря на массу правил и требований, данные инструменты достаточно неприхотливы в плане заточки. С ними можно работать, как с помощью специального заточного устройства для ленточных пил, так и вручную; применять для обработки разные по форме и материалу круги и т.д.
Перед тем, как точить ленточную пилу необходимо ознакомиться с основными способами осуществления данной операции.
Является наиболее качественной, производится на автоматическом станке. Эльборовый круг, точно подобранный по форме, одним движением проходит всю межзубовую впадину вместе с соответствующими поверхностями соседних зубьев. Получение угловатых форм у основания зубьев при этом исключено. Единственный недостаток такой заточки – это необходимость иметь в постоянном распоряжении определенное количество кругов для «разнопрофильных» пил.
Может осуществляться на профессиональном станке либо вручную. Если предпочтение отдано станку, то следует, опять же, грамотно подобрать круг – обычно это плоские образцы. Вообще к специализированному заточному оборудованию рекомендуется обращаться только в тех случаях, когда объем работ достаточно велик. Эпизодические «домашние» манипуляции лучше производить вручную – при помощи гравера или на обычном станке. При работе в целях безопасности следует обязательно использовать маску либо защитные очки.
Если ни станка, ни гравера в вашем арсенале нет, то можно заточить ленточную пилу и обычным дедовским методом – орудуя надфилем. Три-четыре уверенных движения по задней либо передней грани каждого из зубьев – и дело, как говорится, «в шляпе». При регулярном и старательном исполнении операции навык качественной ручной заточки появится быстро.
Советы от профессионалов
В случае заточки ленточной пилы посредством станка, перед началом работ необходимо убедиться в правильности положения заточного диска относительно инструмента. 2. Очень важно снять из пазух такое количество металла, чтобы все микротрещины были гарантированно устранены. 3. Если инструмент «функционировал» без качественного обслуживания дольше, нежели допускал производитель, количество металла, снимаемого за одну заточку, следует увеличить. 4. Для проверки результатов заточки всегда используйте в качестве эталона новый инструмент. 5. Форма зуба пилы – разработанный и выверенный годами параметр. Поэтому надеяться на то, что инструмент будет пилить «как по маслу», в независимости от того, что вы «вытворите» с зубьями – огромное заблуждение. 6. При соблюдении эксплуатационных требований ленточная пила будет служить вам на совесть до того момента, пока ее ширина не уменьшится до цифры, равной 65% от исходного значения. Уменьшается ширина, естественно, в процессе перезаточек. 7. Существует совершенно абсурдная рекомендация о том, что особой надобности в снятии заусенцев после обработки нет. Если к ней «прислушаться», то появление микротрещин в полотне гарантировано. 8. После работы ленточную пилу следует незамедлительно подвергать очистке от смолы и опилок, а перед заточкой – тщательному осмотру. В противном случае риск засорения заточных дисков крайне высок. А это неизбежно влечет за собой «халтурность» процедуры заточки.
READ Точим Цепь Бензопилы Сами Видео
Тонкости разводки ленточных пил
По мере эксплуатации инструмента происходит снижение качества его режущей кромки. Поэтому разводка и правильная заточка ленточных пил – естественная часть рабочего процесса.
Обратите внимание! Развод должен производиться перед заточкой, а не после нее!
Разводка – это операция по отгибу зубьев в стороны для предотвращения зажатия полотна инструмента и уменьшения его трения. Существует три основных вида разводки:
классическая – зубья отгибаются вправо и влево стороны строго поочередно; зачищающая – каждый третий зуб оставляют в первоначальной позиции. «Актуальна» для инструментов, служащих для резки особенно твердых материалов и сплавов; волнистая – каждый зуб имеет «свое» значение величины отгиба, таким образом, из них образуется волна. Это самый сложный тип разводки.
Стоит знать! При разводе отгибают не весь зуб, а лишь его часть – треть или две трети от вершины.
Рекомендуемые производителями значения величины развода укладываются в диапазон 0,3-0,7 мм. Осуществляется операция при помощи специального разводного инструментария.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Правильный развод и заточка ленточной пилы – половина успеха!
Важнейшим фактором успешности бизнеса по лесопилению является то, какие пилы используются на производстве. Имеет значение и размер пилы, и материал, из которого она сделана, и технология, по которой произведена.
Но даже использование пил оптимального размера, произведенных по самым современным стандартам, не позволит вам получить ту прибыль, на которую вы рассчитываете, если эти пилы не будут правильно заточены и разведены. Неправильный развод и заточка пилы ведут к появлению дефектов на пиломатериале, а значит, его стоимость существенно падает.
Особенно важна правильная заточка и развод пил при работе на ленточной пилораме. К сожалению, на практике многие даже путают последовательность этих процедур: сначала разводят пилу, потом затачивают. В результате развод зуба пилы «уходит», и пилу снова нужно разводить, либо, если этого не сделать, качество готовой продукции оставит желать лучшего.
Если же говорить о станках, на которых осуществляется заточка и развод пил, то здесь по-настоящему важна каждая деталь. Компания «Изумрудный лес» внесла свою лепту в разработку качественных разводных и заточных устройств.
Разводной станок имеет правильную геометрию: при установке пилы в разводной станок корень зуба находится между щечками, которые зажимают пилу. Во многих других станках, в том числе от ряда известных производителей, это условие не выполняется. Поэтому при отгибании зуба происходит отклонение как зуба, так и тела пилы. Технически правильный развод пилы подразумевает другое: толкатель упирается в 1/3 часть зуба и отгибает только его кончик.При изготовлении разводного станка используются два прижимных упора, которые при легком надавливании на рукоятку прижимают зуб к индикаторной головке. Толкатель, не доходя до кончика зуба, показывает фактический развод на ленточной пиле. Если он недостаточен, то оператор надавливает зуб до тех пор, пока он не будет разведен до необходимого размера. Считаем очень важным обратить внимание на один момент: у зуба ленточной пилы есть такое свойство, как память металла. Из-за него под воздействием инерции зуб стремится вернуться в исходное положение. Поэтому для правильной разводки недостаточно совершить по одному нажатию на каждый зуб: необходимо несколько раз воздействовать на зуб, чтобы он запомнил свое положение. Если кто-то будет говорить вам, что достаточно по одному разу нажать на каждый зуб, знайте: вас вводят в заблуждение.
Два прижимных упора с мощными пружинами, применяемые в станке, показывают фактический развод зуба пилы, что очень удобно: не нужно бесконечно откручивать и опять подсоединять толкатель, чтобы узнать, как по факту отведен зуб пилы.
Еще одна сильная сторона разводного станка производства компании – легкость и безопасность работы оператора: развод зуба происходит не за счет нажатия оператором толкателя вперед, как в ряде аналогов, а за счет собственного веса оператора и при помощи эксцентрика. В результате, у оператора не возникает растяжений кистей рук.Итак, качественные разводной и заточной станки – то, что, несомненно, должно быть в арсенале каждого владельца пилорамы. Но сами по себе они не гарантируют качества пиломатериала, не позволят пиле служить долго, если на производстве будут использоваться пилорамы, имеющие серьезные технические недостатки.Например, если ролики сделаны конусом, или они стали коническими, потому что пила их подточила, то даже при правильной заточке и разводке пила начинает искать свое место в бревне. Это произойдет, потому что ролики стоят под наклоном. Если на пилораме шкивы разведены и не находятся в одной плоскости, то пила развальцовывается не четко по середине, а с боков, и тогда напряжение идет на кромку ленточного полотна. Это также уменьшает срок службы пилы.
Так что роль правильной разводки и заточки пилы, конечно, велика, но эти факторы не определяют 90% качественного пиления, как это принято считать. Просто сама пила не сможет пилить идеально ровно и долго не выходить из строя, если, например, на пилораме используется жесткое натяжение.
Если вы только начинаете свой бизнес и пока не успели ознакомиться со всеми этими нюансами, рекомендуем обратиться к тем, кто работает на рынке не первый год. Телефон центрального офиса компании «Изумрудный лес» в Новосибирске: 8 (383) 249-43-21. Обращайтесь – и мы проконсультируем вас насчет выбора оборудования, исходя из ваших потребностей и вашего бюджета.