
На бытовых пилах в качестве материала для режущих пластин используются спеченные вольфрамо-кобальтовые сплавы классов ВК (ВК6, ВК15 и др. На рисунке показан процент содержания кобальта). BK6 имеет твердость 88,5 HRA, BK15. 86 грн. Иностранные производители используют свои сплавы. Твердые сплавы VC состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Твердосплавные пластины крепятся к диску путем пайки при высокой температуре. В качестве паяльного материала в лучшем случае используются серебряные припои (PSr-40, PSr-45), в худшем. медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Карбидная геометрия зуба
Следующие типы зубов отличаются по форме.
Прямой зуб. Обычно его используют на пилах для быстрого продольного распила, качество которого не имеет большого значения.
Косой (скошенный) зуб с левым и правым наклоном задней плоскости. Зубы с разными углами поворота чередуются между собой, поэтому их называют попеременно скошенными. Это самая распространенная форма зуба. В зависимости от размера углов заточки пилы с чередующимся зубом, резка используется для распиливания различных материалов (дерево, ДСП, пластик). как в продольном, так и в поперечном направлениях. Пилы с большим наклоном задней плоскости используются в качестве режущих пил при резке досок с двухсторонним ламинированием. Их использование позволяет избежать раскалывания покрытия по краям среза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает сопротивление и прочность зуба.
Зубы могут наклонять не только заднюю, но и переднюю плоскость.
Трапециевидный зуб. Особенностью этих зубов является относительно медленная скорость затупления режущих кромок по сравнению с чередующимися скошенными зубьями. Они обычно используются в сочетании с прямым зубом.
Поочередно с последним и слегка возвышающимся над ним трапециевидный зуб выполняет грубую пилу, а за ней следует прямая леска. хорошо. Пильные полотна с прямыми и трапецеидальными зубьями используются для резки досок с двухсторонним ламинированием (ДСП, МДФ и др.), А также для распиливания пластмасс.
Конический зуб. Конические зубчатые пилы являются вспомогательными и используются для резки нижнего слоя ламината, защищая его от сколов при прохождении через основную пилу.
В большинстве случаев передний край зубьев плоский, но есть также пилы с вогнутым передним краем. Они используются для тонкой сквозной резки.
Углы заточки
Углы заточки определяются назначением пилы. те. какой режущий материал и в каком направлении он предназначен. Пильные полотна имеют относительно большой передний угол (15-25 °). Для поперечной пыли угол γ обычно составляет 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной резки, имеют средний угол наклона. обычно 15 °.
Углы заточки определяются не только направлением резания, но и твердостью разрезаемого материала. Чем выше твердость, тем меньше углы передних и задних углов (меньше заточка зубов).
READ Установка Карбюратора На Китайскую Бензопилу
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
При распылении массивных заготовок боковые грани также быстро изнашиваются.
Чрезмерное затупление пилы не допускается. Радиус резания режущей кромки не должен превышать 0,1-0,2 мм. Помимо резкого снижения производительности при работе с очень тупой пилой, заточка занимает в несколько раз больше времени, чем заточка обычной тупой пилы. Степень тупости может быть определена как самими зубами, так и типом среза, который они оставляют позади.
Правильная заточка дисковых пил заключается в том, чтобы одновременно обеспечить правильную остроту режущей кромки, обеспечить максимальное количество заточек, которое в лучшем случае может достигать 25-30 раз. Для этого рекомендуется точить твердосплавный зуб на передней и задней плоскостях. На самом деле, зубы также могут быть заточены в одной фронтальной плоскости, но число возможных обострений почти вдвое меньше, чем при заточке в двух плоскостях. На рисунке ниже показано, почему это происходит.
Последний проход рекомендуется делать при заточке пыльцы на задней плоскости зуба. Стандартный объем удаления металла. 0,05-0,15 мм.
Перед заточкой пилы ее необходимо очистить от загрязнений, таких как смола, и проверить значения углов заточки. На какой-то пыли они записаны на диск.
Заточка пыльцы, оборудование и материалы
При использовании абразивных кругов (особенно алмазных кругов) желательно их охлаждать охлаждающей жидкостью.
По мере повышения температуры микротвердость абразивных материалов уменьшается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Использование охлаждающей воды может вызвать ржавчину на деталях и узлах машины. Для устранения коррозии в воду добавляются мыло и некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.) С образованием защитных пленок. При обычном помоле часто используются мыльные и содовые растворы, а также при тонком помоле. эмульсии низкой концентрации.
Видео: Как Заточить Циркулярную Пилу Болгаркой

Однако при заточке пильных дисков в домашних условиях с низкой интенсивностью шлифовальных операций охлаждение круга происходит так часто. не желая тратить время.
Для повышения производительности заточки абразивных кругов и снижения удельного износа необходимо выбирать максимально зернистость, которая обеспечивает необходимую чистоту поверхности заостренного зуба.
Чтобы выбрать размер абразивного зерна в соответствии с этапом заточки, вы можете использовать таблицу в статье о заточке. Например, в случае алмазных кругов с размером зерна 160/125 или 125/100 можно использовать для грубого шлифования, для чистовой обработки. 63/50 или 50/40. Колеса с размерами зерен от 40/28 до 14/10 используются для удаления гнид.
Периферическая скорость круга при шлифовании твердосплавных зубьев должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна составлять около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью, чем этот диапазон. При заточке твердосплавных инструментов использование жестких условий приводит к образованию высоких напряжений и трещин, а иногда и к расщеплению режущих кромок, что увеличивает износ колес.
READ Можно Ли Пилить Поваленный Лес
При использовании станков для заточки дисковых пил изменение относительного положения пилы и шлифовального круга может осуществляться различными способами. движение одной пилы (мотор со стационарным колесом), одновременное движение пилы и мотора, движение только двигателя с кругом (опилки стационарные).
Доступно большое количество шлифовальных станков различной функциональности. Самые сложные и дорогие программируемые системы способны обеспечить полностью автоматический режим повышения резкости, в котором все операции выполняются без участия сотрудников.
В самых простых и дешевых моделях после дальнейшей установки и закрепления пилы в положение, обеспечивающее необходимый угол заточки, выполняются все последующие операции. вращение пилы вокруг своей оси (вращение на зубе), подача его на шлифовку (приведение его в контакт с колесом) и контроль толщины металла, удаляемого с зуба. сделаны работниками физического труда. Такие простые модели целесообразно использовать дома, когда заточка дисковых пил является эпизодической.
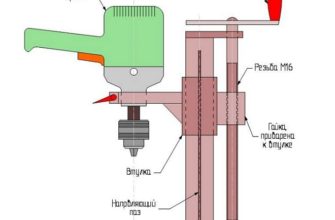
Примером простейшего станка для заточки дисковых пил является система, фотография которой показана на фотографии ниже. Он состоит из двух основных узлов. двигатель с колесом (1) и опорой (2), на котором установлена заостренная пила. Механизм вращения (3) используется для изменения угла наклона лопасти (при заточке зубьев со скошенной передней плоскостью). С помощью винта (4) пила перемещается вдоль оси абразивного круга. Это гарантирует, что желаемый угол рельса установлен. Винт (5) используется для позиционирования ограничителя в нужном положении, предотвращая чрезмерное проникновение окружности в межзубную полость.
Процесс заточки пыльцы
Пила монтируется на оправке, зажимается конусной (центрирующей) втулкой и гайкой, а затем с помощью механизма (3) монтируется в строго горизонтальном положении. Это обеспечивает угол наклона передней плоскости (ε)1) равен 0 °. Для станков для заточки дисков, которые не имеют встроенной угловой шкалы в наклонном механизме, это делается с помощью обычного маятникового транспортира. В этом случае проверьте горизонтальное положение машины.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки по кругу, задается необходимый передний угол. Другими словами, пила перемещается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер используется для обозначения зуба, с которого начинается заточка.
Двигатель включается и передняя плоскость заточена. приведение зуба в соприкосновение с кругом и несколько движений пилы назад и вперед, прижимая зуб к кругу. Толщина удаляемого металла контролируется числом шлифовальных движений и силой прижима зуба к абразивному кругу. После заточки одного зуба пила снимается с контакта с колесом, возвращается к одному зубу и операция заточки повторяется. И так до тех пор, пока маркер не совершит полный круг, что указывает на заточку всех зубов.
Заточка зуба, скошенного во фронтальной плоскости. Разница между заточкой скошенного зуба и заточкой прямой линии заключается в том, что пила должна устанавливаться не горизонтально, а с уклоном. с углом, соответствующим наклонному углу передней плоскости.
READ В Какую Сторону Откручивать Циркулярную Пилу
Угол наклона пилы устанавливается с помощью того же маятникового транспортира. Сначала устанавливается положительный угол (в данном случае 8 °).
После этого они точат каждый второй зуб.
После заточки половины зубьев угол пилы изменяется от 8 ° до 8 °.
И каждый второй зуб снова заточен.
Задняя заточка. Чтобы заточить зуб на задней плоскости, необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пыль так, чтобы задняя плоскость зуба находилась в одной плоскости с рабочей поверхностью абразивного круга.
Если нет машины для заточки пильных дисков
Тщательно соблюдайте необходимые углы заточки, держа пыльцу в руке во время взвешивания. задача невозможна даже для человека с уникальным глазом и завидной твердостью рук. Наиболее разумно в этом случае. сделать простейшее заточное устройство, которое позволяет зафиксировать пилу в определенном положении относительно круга.
Простейшим из таких устройств для заточки дисковых пил является подставка, поверхность которой находится на одном уровне с осью шлифовального круга. Положив на него пильный диск, вы можете обеспечить перпендикулярность передней и задней плоскостей зуба относительно пилы. А если верхняя поверхность подставки подвижная. крепление одной стороны, а другой. на основе пары винтов, которые можно прикрутить и открутить. тогда его можно установить под любым углом, что дает возможность заточить наклонный зуб вдоль передней и задней плоскостей.
Однако в этом случае одна из основных проблем остается нерешенной. Обнаружение одинаковых углов обострения спереди и сзади. Эту проблему можно решить, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов сделать это. сделать паз для оправки, на которой пила установлена на поверхности подставки. Перемещая ободок вокруг паза, можно будет выдержать необходимый передний угол заточки зуба. Но для заточки дисковых пил разных диаметров или углов заточки должна быть предусмотрена возможность перемещения двигателя или стойки и паза вместе с ним. Еще один способ сделать нужный вам угол заточки проще, и он должен быть установлен на выступах стола, которые фиксируют диск в нужном положении. В конце статьи есть видео, демонстрирующее такое устройство.
Ужесточение контроля качества
ГОСТ 9769-79 устанавливает определенные допуски для параметров повышения резкости. Конечный пробег кончиков зубьев не должен превышать 0,2 мм (для столбов диаметром до 400 мм), радиальный. 0,15 мм. Пробег проверяется с помощью стандартного циферблатного датчика.
Отклонения углов заточки не должны превышать:
- для переднего угла. ± 1 ° 30 ‘;
- для заднего угла и угла наклона передней и задней плоскостей. ± 2 °;