
Для крепления плашек применяется клупп с прямоугольной либо косой рамкой. Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.

1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтоб избежать конкретного нажима болта на плашки, меж плашками и болтом устанавливается так именуемый сухарь (см. рис. 3, б), имеющий форму плашки.
- Охлаждение и смазка при нарезании резьбы.
- Нарезка резьбы на трубах и фитингах.
- Технология нарезания резьбы плашкой.
- Нарезание резьбы круглыми плашками (лерками).
- Как нарезать наружную резьбу
- Способ #1 — изготовление трубной резьбы плашками
- Основные способы нарезки
- Классификация трубной резьбы
- Как нарезать резьбу на трубе: подробный обзор основных способов
- Способ #2 — техника нарезки клуппом
- Способ #3 — использование токарных станков
- Приспособление века для нарезания резьбы на токарном станке. Threading the screw-thread.
- Технология нарезания резьбы плашкой.
- Способы нарезки резьбы на водопроводной трубе
- Работа клуппом
- Обозначение резьбы трубной конической на чертеже гост
- Отзывы худеющих
- Клупп для нарезки резьбы на трубах.
- Охлаждение и смазка при нарезании резьбы.
- Нарезание внутренней резьбы на сверлильном станке
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками нужно использовать смазку. В качестве смазки можно употреблять обыденную эмульсию, растворяя одну часть эмульсии на 100 шестьдесят частей воды. Не считая того, можно использовать: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красноватой меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, потому что они, увеличивая сопротивление нарезанию, не дают незапятнанных отверстий и приводят к резвому износу метчиков и плашек.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются особым инвентарем с применением приспособлений.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки. Потом зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп на право и незначительно на лево, создают нарезание резьбы. Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в неприятном случае резьба будет косой и однобокой.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами
1 — рамка; 2 — ручка; 3 — зажимной винт.
Поперечник нарезаемого стержня берется несколько меньше внешнего поперечника резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической либо дюймовой резьбы приводится в табл. 1:
Таблица 1. Поперечник стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Внешний поперечник в мм | Поперечник стержня в мм | Внешний поперечник в дюймах | Поперечник стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из 2-ух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Как нарезать наружную резьбу
Нарезается внешняя резьба при помощи круглых либо раздвижных плашек, также винтовальных досок. Вырезка резьбы может делается как на станках, так и вручную.
Способ #1 — изготовление трубной резьбы плашками
Процесс сотворения резьбы на трубе плашкой либо клуппом подразумевает выполнения слесарем неких подготовительных действий:
- Поверхность трубы в области вырезки нужно кропотливо зачистить.
- Торцевую часть трубы следует обработать ратфилем (сделать входную фаску).
- Нанести на обрабатываемую поверхность смазку для понижения сопротивления.
По способности лучше закрепить трубу вертикально, например, в слесарных тисках, оставив открытый доступ к высшей части – области реза. Следует верно высчитать силу крепежа, чтоб не деформировать тела трубы.
Потом берут заблаговременно приготовленный вороток с предварительный плашкой подходящего поперечника и подходящими чертами резьбы.
Инструмент держат горизонтально – перпендикулярно по отношению к торцевой области трубы. Надевают внутренним отверстием предварительную плашку на фаску кромки. Лёгким нажимом и поочередными маленькими поворотами на 25-30° делают исходный надрез.
Эту работу следует делать пристально, не торопясь, повсевременно контролируя прямой угол меж горизонтом плашки и вертикалью трубы.
Таковой методикой аккуратненько нарезаются 1-ые две-три нити. Обычно после нареза первых двух-трёх нитей инструмент крепко занимает рабочее положение. Дальше прямой угол можно уже не держать под контролем.
Но технологию резки маленькими (без особо сильной тяги) радиальными движениями следует сохранять до конца реза. Рекомендуется временами добавлять смазку в точке вырезки.
После первого прохода устройство скрутить и потом повторить ещё один-два раза уже чистовой плашкой
Основные способы нарезки
Резать на трубах резьбу можно одним из 2-ух методов:
- автоматическим – на станках, электроинструментом;
- вручную – с помощью ручного инструмента.
Для критерий быта, конечно, более животрепещущим является ручная разработка. Вырезка резьбы на водопроводных либо других трубах вручную нередко делается при помощи плашки.
Плашка – обычное устройство нарезания резьбы на трубах в домашних условиях. Этот же инструмент успешно применяют и на промышленных станках.
Приспособление выглядит как диск, по внутреннему диаметру которого высверлены несколько осевых отверстий. Кромки этих отверстий образуют несколько резцов (обычно 8-10). Материалом для плашек служит легированная сталь или другие твёрдые сплавы.
READ Сверление зенкование зенкерование развертывание нарезание резьбы
Существует несколько видов таких приспособлений:
- цельные;
- подпружиненные (разрезные);
- клупповые (раздвижные).
По форме исполнения плашка выпускается в виде круга, квадрата, шестигранника, призмы. Чаще всего встречаются дисковые (круглые) инструменты. Они используются под нарезку резьбы на водопроводных трубах до диаметра 36 мм.
Для удобства работы с плашками применяют:
- простые воротки с винтами-фиксаторами – ручной инструмент;
- резьбонарезные патроны на токарных станках.
Нарезку резьбы (метрической, конической) наилучшего качества на трубах в режиме ручного действия или на станках дают цельные плашки.
Однако этот вид инструмента за счёт жёсткости собственной конструкции имеет свои негативные стороны. Резцы быстро изнашиваются.
Подпружиненные (разрезные) плашки обладают конструкцией менее жёсткой, что делает возможным нарезать резьбу на трубах и при этом изменять диаметр резьбы в диапазоне 0,1-0,3 мм.
Такие приспособления отличаются повышенной износостойкостью резцов, но не обеспечивают высокой точности и чистоты нарезки нитей.
Раздвижные плашки состоят из двух рабочих частей. Они предназначены для установки в крепёжный модуль – клупп.
Крепление в клуппе осуществляется механизмом, состоящим из сухаря и регулировочного винта. Винтом регулируется размер диаметра под нарезку резьбы. Обычно клупп комплектуется набором плашек на несколько разных диаметров.
Классификация трубной резьбы
Термин «трубная» имеет привилегированное положение в сфере сантехнической деятельности. Классифицируется этот термин с оглядкой на группу стандартов, определяющих критерии соединений различных элементов сантехнических конструкций.
К примеру, размер трубной резьбы обозначается числовым значением, указывающим стандарт проходного диаметра трубы, но не физический диаметр нарезки.
На практике применяются трубные резьбы:
- цилиндрическая (G/BSPP),
- коническая (R/BSPT),
- круглая под запорную сантехническую арматуру (Кр),
- дюймовая цилиндрическая (американский стандарт NPSM),
- дюймовая конусная (американский стандарт NPT).
Слесарю, основным рабочим участком которого является бытовое хозяйство, рекомендуется взять за основу условное разделение трубной резьбы на два основных вида:
- цилиндрическая (G),
- коническая (R).
Именно с этими двумя видами приходится чаще всего сталкиваться домашнему слесарю, обслуживающему бытовое сантехническое оборудование, выполняющего прокладку труб водоснабжения или отопления.
Нарезка трубы производится в следующих случаях:
Как нарезать резьбу на трубе: подробный обзор основных способов
Любите работы по обустройству дома выполнять собственноручно, не привлекая для этого различных мастеров? Самостоятельная установка или ремонт не только позволяет сэкономить средства на вызове специалистов, но и здорово повышает чувство собственного достоинства, ведь верно?
В процессе монтажа коммуникаций нередко возникает необходимость подготовки резьбы на трубах. Приходится изыскивать способы, чтобы не испортить изделие.
Мы расскажем, как нарезать резьбу с помощью разных инструментов, какой метод предпочтительнее использовать в той или иной ситуации. В статье рассмотрены способы, доступные для реализации неквалифицированному исполнителю. Освещены особенности нарезки разных типов резьбы и оборудование, применяемое при этом.
Изложенный материал снабжен наглядными фотоматериалами с изображением инструментов для выполнения работы. А видеоролик с рекомендациями поможет детально разобраться со всеми тонкостями этого процесса.
Способ #2 — техника нарезки клуппом
Клупп представляет собой разновидность той же плашки для нарезки резьбы, в том числе на трубах. Отличительная особенность клуппа – возможность настройки резцов.
Существуют клуппы для ручного применения, а также аналогичные приспособления с электроприводом.
Вариант #1 — рез ручным клуппом. Нарезка на трубах вручную, как правило, выполняется клуппом, который устанавливается в держатель-трещотку. Такой держатель делает работу по нарезанию трубной резьбы удобной и менее сложной.
Конечно же, в зависимости от условий выполнения слесарных работ, можно применять ручные держатели других видов. Например, стандартный вороток-фиксатор с двумя рукоятками.
Принцип создания резьбы клуппом практически аналогичен методу работы с традиционными плашками:
- Очистить рабочую поверхность трубы, убедиться в отсутствии дефектов.
- Зашкурить участок реза до вида с выраженным металлическим блеском.
- Обработать внешнюю рабочую часть торцевой кромки под углом 45-60º (фаска).
- Смазать подготовленную поверхность техническим вазелином.
- Закрепить трубу в механических тисках или удерживать газовым ключом.
После этих процедур режущий инструмент (клупп) насаживают внутренним отверстием на фаску трубы и при умеренном равномерном нажиме начинают вращать его короткими возвратно-поступательными движениями.
Если в качестве держателя используется фиксатор-трещотка, осуществляется только прямо-поступательная нарезка. Следует отметить удобство применения фиксатора-трещотки при работе в стеснённых условиях.
Например, когда требуется обработать трубу, проложенную в непосредственной близости у стены.
Вариант #2 — рез электрическим клуппом. Наряду с ручным инструментом широкое применение находят приспособления с электрическим приводом. Очевидное преимущество для слесаря – существенное снижение трудоёмкости.
Но с другой стороны, не все электрические машины способны обеспечить производство работ в стеснённых условиях. К тому же при работе ручным инструментом удаётся получить более качественный результат.
Для получения похожего результата от электрических клуппов необходим богатый опыт работы с этим инструментом.
- Подготовка поверхности трубы в области реза – чистка, фаска, смазка.
- Крепёж трубы приспособлениями, способными обеспечить жёсткую фиксацию.
- Фиксация в начальной точке держателя плашек струбциной, входящей в комплект.
- Проверка хода и направления вращения клуппа.
- Нарезка первых двух-трёх витков в режиме толчковой подачи.
Далее осуществляется нарезка трубной резьбы в автоматическом режиме. Длина нарезки считается оптимальной, когда верхняя кромка режущих головок клуппа достигнет передней кромки трубы.
В этой точке действие прибора останавливают, включают функцию реверсивного вращения и толчковой подачей скручивают клоп с трубы. Обязательно следует периодически смачивать маслом область реза в течение всего процесса.
Способ #3 — использование токарных станков
Масштабные строительно-ремонтные работы, как правило, исключают применение ручного инструмента. Здесь для соответствующей обработки труб обычно используются токарные станки.
Приспособление века для нарезания резьбы на токарном станке. Threading the screw-thread.
Резьбонарезные функции поддерживаются многими токарными станками универсального действия.
READ Как правильно отрезать угол наличника
При помощи станков эффективно и легко делаются как внутренние, так и внешние трубные резьбы. Крепёжный пневматический (или механический) модуль токарного станка обеспечивает качественное надёжное крепление трубы, и точный подвод обрабатываемой части к резцу.
Для выполнения резьбонарезных функций применяются разные виды резцов:
- стержневые,
- пластинчатые,
- вставочные.
Выполнение работ на токарных станках производят специалисты, обученные такому делу, имеющие соответствующую квалификацию. Без опыта и профессиональных навыков пытаться нарезать резьбу своими руками на станке не рекомендуется.
Домашним мастерам, решившим заняться слесарным делом и сделать резьбу на металлических заготовках, в работе помогут следующие советы:
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Способы нарезки резьбы на водопроводной трубе
Способы нарезки делятся на два типа: ручной и автоматический. В первом случае потребуется комплект резьбонарезных устройств. Для нарезки наружной резьбы применяются плашки клуппы, для внутренней – метчики. Размеры инструментов определяют по справочным таблицам. Автоматическая нарезка происходит на станках или электроинструментом. Метод отличается точностью и подходит для труб любого диаметра. На станках выполняется фрезерование и накатка резьбы.
Работа клуппом
Многие начинающие мастера не знают, как нарезать резьбу возле стены. Именно для этого и подходит клупп, поскольку его конструкция предусматривает самоцентровку относительно оси трубы, следовательно, устраняется перекос инструмента.
Опытные мастера рекомендую нарезать клуппом любую трубную резьбу, этот инструмент упрощает процесс и повышает качество внешней резьбы.
Работать с клуппом несложно, он представляет собой конструкцию со сменными резцами. То есть, материал обоймы может быть из относительно мягкого (а значит податливого) металла, а резцы – из твердой легированной стали.
Положение резцов регулируется в процессе нарезания: это позволяет выполнять первичный, вторичный и чистовой проходы, не снимая клупп. То есть, вы просто затягиваете режущие части, каждый раз углубляя витки.
Резцы расположены таким образом, что сохранять прямолинейность вдоль оси трубы несложно. Вероятность срыва витков минимальна. Поэтому с работой клуппом в труднодоступных местах справится даже новичок.
Есть электрические модели клуппа, в которых с помощью редуктора создается мощный крутящий момент на блоке резцов. Оператору необходимо лишь направлять инструмент вдоль трубы.
Подготовленная заготовка смазывается консистентным составом, устанавливается глубина первого прохода, и включается питание. Нет необходимости делать обратные вращения, как на воротке, следить за отводом стружки – все это выполняется автоматически.
Неважно, что вы делаете: ремонт водоснабжения, или монтаж системы отопления. С помощью такого инструмента работа выполняется в разы быстрее.
Разумеется, не бесплатно: стоимость электрического клуппа довольно высокая
Как правильно пользоваться ручным клуппом — Видео инструкция
Обозначение резьбы трубной конической на чертеже гост
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Допуски трубной конической резьбы (по ГОСТ 6211-81)
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
READ Нарезать резьбу на 6 какое сверло нужно
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Отзывы худеющих
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом. Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
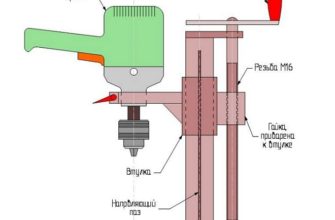
Нарезание внутренней резьбы на сверлильном станке
Процесс нарезания резьбы на сверлильном станке в общем и целом мало чем отличается от ручного нарезания метчиком. При правильном подходе рекомендуется используют машинные метчики.
Чтобы нарезать внутреннюю резьбу на станке нужно предвварительно просверлить в детали отверстие. Его диаметр зависит от будущей резьбы и ее шага. Строго говоря, существует ГОСТы в которых даются указание о необходимом отверстии под конкретную резьбу в зависимости от ее точности.
ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»
ГОСТ 21350-75 «Отверстия под нарезание трубной конической резьбы»