
- 22-2 Сверление и рассверливание отверстий
- Виды и приемы сверления
- Основные узлы вертикально-сверлильного станка модели 2Н125.
- Характеристика видов лезвийной обработки отверстий
- Обработка отверстий
- Технологическое оборудование и его назначение
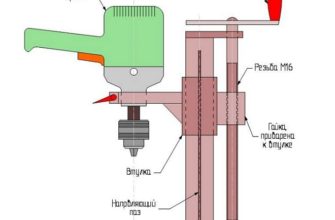
- Как правильно выбрать инструмент
- Типы сверл для глубокого сверления
- Особенности сверления глубоких отверстий
- Сверла для глубокого сверления – пушечные, ружейные, эжекторные
- Этапы технологии
- 6.6. Технология сверления и рассверливания отверстий
- Подобные документы
- Сверление.
- Подобные документы
- § 2. Сверление сквозных, глухих и ступенчатых отверстий. Углы заточки сверл для разных материалов.
- Сверление, рассверливание, зенкерование, развертывание
22-2 Сверление и рассверливание отверстий
Виды и приемы сверления
Сверление– это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая с помощью режущего инструмента – сверла.
Различают сверление ручное – ручными пневматическими и электронными сверлильными
устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные
устройства употребляются для получения отверстий поперечником до 12мм в материалах
маленький и средней твердости (пластмассы, цв.металлы и др.). Для сверления и
обработки отверстий огромного поперечника, увеличения производительности труда и
свойства обработки употребляют настольные сверлильные и стационарные станки – вертикально-сверлильные.
По подготовительной разметке(выполненной разметочным инвентарем), по разметке сверлят одиночные отверстия. За ранее на деталь наносят осевые опасности, потом кернят углубления в центре отверстия. Керновое отверстие окружности делают поглубже, чтоб дать предварительное направление сверлу. Сверление производят в два приема – поначалу делают пробное сверление, а потом окончательное.
По шаблону– применение шаблона сберегает время, потому что на заготовку переносят
контуры ранее размеченных на шаблоне отверстий.
Отверстия огромных диаметровсверлят за два приема – поначалу сверлом наименьшего
поперечника, а потом сверлом требуемого поперечника.
Сверление глухих отверстий на заданную глубинуосуществляют по втулочному упору на сверле либо измерительной линейки. Для измерения сверло подводят до соприкосновения с поверхностью детали, сверлят на глубину конуса сверла и отмечают по стрелке (указателю) изначальное положение на линейке. Потом к этому показателю добавляют заданную глубину сверления и получают цифру, до которой нужно проводить сверление.
Сверление неполных отверстий (полуотверстий)в тех случаях, когда отверстие размещено у края, к обрабатываемой детали приставляют пластинку из такого же материала, зажимают в тисках и сверлят полное отверстие, потом пластинку убирают.
Сверление под резьбу и под развертку.
Есть общие правила сверления (как на станке, так и при помощи дрели):
в процессе разметочных работ центр грядущего отверстия непременно необходимо подчеркнуть кернером, тогда при работе сверло устанавливается в керн, что содействует большей точности;
при выборе поперечника сверла следует учесть его вибрацию в патроне, в итоге чего отверстие выходит несколько большего поперечника, чем сверло. Отклонение
это довольно не много – от 0,05 до 0,3мм – и имеет значение в этом случае, когда
при сверлении металлов и сплавов в итоге трения температура

режущего инструмента (сверла, зенкера) существенно увеличивается, что
приводит к резвому его износу. Для того чтоб повысить стойкость инструментов, при сверлении употребляют охлаждающие воды, а именно воду;
затупленные режущие инструменты не только лишь образуют плохие отверстия, да и сами
резвее выходят из строя, потому их следует вовремя затачивать: сверла –
под углом (в верхушке) 116-118º, конические зенкеры – 60, 90, 120º. Заточку
создают вручную на заточном станке: сверло приставляют к кругу заточного
станка одной из режущих кромок под углом 58-60º и плавненько поворачивают его
52
вокруг собственной оси, потом таким же образом затачивают вторую режущую кромку.
При всем этом нужно смотреть, чтоб обе режущие кромки были заточены под схожим углом и имели схожую длину;
для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на подходящую глубину. Если же
ваш станок не обустроен таким механизмом либо вы сверлите ручной дрелью, то можно использовать сверло со втулочным упором;
если для вас необходимо просверлить неполное отверстие, расположенное у края детали, то наложите на деталь пластинку из того же материала, весь пакет укрепите в тисках и просверлите отверстие. Пластинка потом снимается;
когда нужно просверлить отверстие в полной детали (к примеру, в трубе), отверстие за ранее забивают древесной пробкой. Если труба огромного поперечника, а отверстие требуется сквозное, то приходится сверлить с 2-ух сторон.
В данном случае, чтоб облегчить разметку и сделать ее более четкой, можно пользоваться особым приспособлением. Оно состоит из 2-ух совсем схожих призм, меж которыми зажимается труба. Любая призма имеет точно сверенные друг против друга зажатые в их обратных верхушках встречные винты-кернеры. Призмы тоже точно выставлены при помощи
боковых щек. Когда труба зажимается меж призмами, на ней остаются маленькие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по таковой разметке отверстия в трубе будут соответствовать друг дружке с еще большей точностью;
получить ступенчатые отверстия можно 2-мя методами: 1-ый метод: поначалу сверлится отверстие меньшего поперечника, потом (на подходящую глубину) – отверстие большего поперечника и последним просверливается отверстие большего поперечника; 2-ой метод: с точностью до напротив: поначалу на подходящую глубину сверлят отверстие большего поперечника, потом – наименьшего, и в конце – меньшего поперечника;
если необходимо просверлить отверстие на криволинейной плоскости либо
плоскости, расположенной под углом, то поначалу следует сделать (выпилить,
вырубить) площадку, перпендикулярную к оси грядущего отверстия, накернить
отверстия поперечником выше 25мм сверлят в два приема: поначалу
просверливают отверстие сверлом наименьшего поперечника (10…20мм), а потом
рассверливают сверлом подходящего поперечника;
при сверлении деталей имеющих огромную толщину (при глубочайшем
сверлении), когда глубина отверстия более 5 поперечников сверла, его необходимо временами вынимать из отверстия и выдувать стружку, по другому инструмент может заклинить;
композиционные (состоящие из нескольких разнородных слоев) материалы тяжело сверлить, сначала так как при обработке на их появляются трещинкы. Избежать этого можно очень обычным методом: перед сверлением таковой материал необходимо залить водой и заморозить – трещинкы в данном случае не появятся;
прочные материалы – сталь, чугун – обыденные сверла не берут. Для их сверления у слесарей большой популярностью пользуются сверла с наконечниками из так именуемого победита. Он был получен в Рф в 1929 году, он состоит из 90% карбиде вольфрама и 10% кобальта. Для этой же цели можно обзавестись и алмазным сверлом, наконечник которого сделан с применением синтетических алмазов. оно приметно наращивает скорость сверления металла.
Основные узлы вертикально-сверлильного станка модели 2Н125.
На фундаментной плите 1 (Рис.3) закреплена колонна 3, на вертикальных направляющих которой установлены стол 2 и сверлильная головка 6. Стол и сверлильная головка могут передвигаться по направляющим колонны. В сверлильной головке размещен шпиндель, в каком устанавливают режущий инструмент. Коробка подач 4 и коробка скоростей 5, изменяют вертикальную подачу и частоту вращения шпинделя соответственно.
Главные узлы координатно-расточного станка модели 2Б440А.
На станине станка 1 (Рис.4) агрессивно закреплена стойка 2 с расточной головкой 3. По направляющим станины в продольном направлении передвигаются салазки 6, по высшей части которых в поперечном направлении движется стол 5. Стол и салазки обустроены направляющими качения. На станке имеется оптическая система отсчета перемещений стола и салазок, обеспечивающая гарантированную точность установки их координат (0,004 мм). В расточной головке размещены коробка скоростей и привод вертикальной подачи шпинделя 4.
Характеристика видов лезвийной обработки отверстий
На сверлильных и расточных станках для производства отверстий употребляют различные виды лезвийной обработки (Рис.1; Рис.2): сверление, рассверливание, зенкерование, развертывание, зенкование, цекование, снятие фасок, растачивание, нарезание резьбы и др.
Сверление. Применяют для получения сквозных и глухих отверстий в сплошном материале заготовки спиральным сверлом. При этом диаметр обрабатываемых отверстий обычно не превышает 15 мм. Формообразование поверхностей при сверлении (Рис.1, а) осуществляется двумя движениями, которые сообщаются инструменту: вращательным и поступательным. Вращение инструмента является главным движением резания Dr и кинематически воспроизводит направляющую окружность 2. Непрерывное прямолинейное движение инструмента в вертикальной плоскости является движением подачи ВSD и воспроизводит образующую 1.
За скорость главного движения резания при сверлении принимают окружную скорость точки режущей кромки инструмента, наиболее удаленной от оси сверла:
где d – диаметр спирального сверла, мм; n – частота вращения режущего инструмента, мин.1.
Подачей SВ, мм/об, при сверлении называют перемещение сверла в вертикальной плоскости за один его оборот.
При сверлении отверстия в сплошном материале глубина резания t, мм, равна половине диаметра сверла. Ее измеряют в плоскости, перпендикулярной направлению подачи: t = d / 2.
Просверленные отверстия имеют параметр шероховатости Ra = 5. 16 мкм и точность, соответствующую 12. 14му квалитету. Большая сила резания, смятие (а не резание) при сверлении из-за поперечной режущей кромки сверла, а также не жесткость сверла, его консольное закрепление приводят к тому, что даже малые неточности в заточке, отклонения от симметричности конструкции режущей части могут вызвать увод оси сверла (при глубине сверления L ≥ 5d) и «разбивку» отверстия (увеличение его диаметра по сравнению с диаметром сверла). Для спиральных сверл «разбивка» составляет 1% от диаметра сверла. Поэтому отверстия, полученные сверлением, как правило, имеют, отклонения формы в продольном и поперечном сечениях, а также отклонение расположения оси отверстия от базовых поверхностей изделия. Просверленные отверстия обычно используют для болтовых соединений либо для последующего нарезания резьбы.
Рассверливание. Вид обработки, предназначенный для увеличения диаметра ранее просверленного отверстия (Рис.2 а), спиральным сверлом большего диаметра (более 15 мм). Параметры шероховатости и точности такие же как при сверлении. Глубина резания при рассверливании:
где D – диаметр инструмента, мм; d – диаметр обрабатываемого отверстия, мм.
Зенкерование. Применяют для обработки глухих и сквозных отверстий, предварительно подготовленных сверлением либо полученных в заготовках литьем, ковкой или штамповкой (Рис.2 б). Различают черновое и чистовое зенкерование. Обработку выполняют многолезвийным инструментом – зенкером. По сравнению со сверлом зенкер имеет большее число режущих лезвий и большую жесткость. Меньшая глубина и меньшая сила резания позволяет получить отверстие более точное по геометрической форме и размерам (8. 12 квалитет точности) и шероховатость обработанной поверхности Ra = 3,2. 10 мкм.
Развертывание. Применяют для окончательной обработки цилиндрических и конических отверстий (Рис.2 в), обычно после зенкерования или растачивания. Различают следующие виды развертывания: черновое (нормальное), чистовое (точное) и тонкое. При развертывании достигается точность, соответствующая 6. 9му квалитету, и шероховатость Ra = 0,32. 1,25 мкм. Развертывание осуществляют развертками, представляющими собой многолезвийный инструмент с четным числом режущих лезвий. Стандартные цельные машинные развертки в зависимости от их диаметра имеют 6. 14 режущих лезвий. Например, если диаметр развертки не превышает 10 мм число лезвий равно 6, у разверток диаметром 11. 19 мм число лезвий равно 8 и т.д. Большое число режущих лезвий, малые толщины среза (глубина резания t= 0,1. 0,4 мм) и наличие калибрующей части обеспечивают высокую точность обработки.
При зенкеровании и развертывании глубина резания t = (D d) / 2.
Зенкование. Применяют для получения конических и цилиндрических углублений под головки винтов и болтов, в предварительно обработанных отверстиях (Рис.2 г, д). Обработку выполняют зенкерами и зенковками.
Цекование. Используют для обработки плоских поверхностей со стороны торца отверстия, которые служат опорными поверхностями под крепежные детали. Этот вид обработки обеспечивает перпендикулярность оси отверстия к опорной поверхности. Обработку осуществляют зенковкой-подрезкой, цековкой (Рис.2 е).
Нарезание резьбы. Машинный способ (на станках) применяют для нарезания резьбы треугольного профиля всех размеров в сквозных и глухих отверстиях. Обработка осуществляется машинными или машинно-ручными метчиками (Рис.2 ж).
Растачивание. Как правило, применяют для обработки отверстий больших размеров (более 40 мм), предварительно подготовленных сверлением либо полученных в заготовках литьем, ковкой или штамповкой, а также отверстий нестандартных размеров, для которых отсутствует осевой инструмент. Наиболее часто растачивание используют для обработки отверстий в корпусных деталях. Обработку выполняют расточными резцами с одним лезвием или многолезвийным инструментом (пластинчатые резцы и др.). Растачивание используется как предварительная обработка заготовок (параметр шероховатости Ra = 6,3. 12,5 мкм и точность по 10. 13му квалитету) и как окончательная (параметр шероховатости Ra = 0,2. 0,8 мкм и точность по 5. 7му квалитету).
Формообразование при растачивании осуществляется по методу следов: направляющая окружность 2 воспроизводится вращательным движением инструмента, которое является главным движением резания и определяет скорость резания v. Поступательное движение инструмента (движение подачи) воспроизводит прямую –образующую 1.
Обработка отверстий
Виды отверстий и их назначение
На вертикально-сверлильных и координатно-расточных станках получают и обрабатывают цилиндрические, конические, резьбовые и ступенчатые отверстия (как правило, в заготовках, не являющихся телами вращения). Отверстия в деталях имеют различное служебное назначение. Их используют для соединения деталей в узлы, установки крепежных элементов (болтов, винтов, штифтов, шпилек, шайб) и т.д.
Технологическое оборудование и его назначение
На вертикально-сверлильном станке выполняют обработку отверстий невысокой точности сверлением, рассверливанием, зенкерованием, развертыванием, зенкованием, цекованием и нарезанием резьбы.
На координатно-расточном станке, как правило, выполняют растачивание высокоточных отверстий, центры которых строго координированы относительно базовых поверхностей заготовок, а также обработку осевым инструментом: зенкерование, развертывание, зенкование, цекование и др. Кроме того, на станке можно выполнить разметку, контроль линейных размеров обработанных поверхностей и межцентровых расстояний. Координатно-расточной станок позволяет обрабатывать корпусные детали.
READ Дрель Алмазного Сверления Ken 6110b
Установка заготовок и режущих инструментов на станках
При обработке на вертикально-сверлильных и координатно-расточных станках заготовки устанавливают и закрепляют на столе станка с помощью универсальных или специальных приспособлений (Рис.5). Способ закрепления заготовки выбирают в зависимости от ее формы и размера.
Прижимные планки применяют при закреплении заготовок сложной формы или больших габаритных размеров в условиях единичного изготовления деталей (Рис.5 а). При обработке сквозных отверстий заготовку устанавливают на подкладки, что обеспечивает свободный выход инструмента из отверстия.
Установку на призме и закрепление струбциной (или прижимными планками) применяют при обработке отверстий на цилиндрической поверхности заготовки типа вала (Рис.5 б). Длинные заготовки (например, валы) устанавливают на две призмы. Машинные тиски используют для установки и закрепления заготовок небольших размеров с плоскими торцами (Рис.5 в). При обработке сквозных отверстий заготовку в машинных тисках устанавливают на подкладки.
Закрепление в трехкулачковом патроне применяют при обработке отверстий в торцах заготовках, имеющих цилиндрическую форму (Рис.5 г). Патрон крепят на столе станка.
На вертикально-сверлильном станке при установке заготовки необходимо обеспечить совпадение оси вращения шпинделя с осью обрабатываемого отверстия. Это достигается совмещением вершины сверла с размеченным и накерненным центром отверстия перемещением заготовки по столу станка.
На координатно-расточном станке для установки стола с закрепленной заготовкой в положение, при котором базовая исходная точка совпадает с осью шпинделя, применяют центроискатель, а также оптические устройства отсчета координат перемещения стола и салазок. Это обеспечивает изготовление отверстий с высокой точностью межосевых расстояний (до 0,004 мм) и высокой точностью их формы.
Способ установки режущего инструмента на вертикально-сверлильном станке зависит от формы хвостовика и условий работы. Инструменты с коническим хвостовиком 1 устанавливают непосредственно в шпиндель 2 станка (Рис.6 а) или с помощью переходных конических втулок 3 (Рис.6 б), если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя. Инструмент с цилиндрическим хвостовиком 4 устанавливают в цанговом 5 (Рис.6 в) или кулачковом 6 (Рис.6. г) сверлильных патронах. При необходимости последовательной смены инструментов используют быстросменные патроны 7 (Рис.6 д).
Развертку закрепляют в качающемся, плавающем или самоустанавливающемся патронах, которые во время работы позволяют инструменту свободно устанавливаться по отверстию и иметь точное направление. При нарезании резьбы в сквозных отверстиях метчики крепят в быстросменном, качающемся и плавающем патронах, а в глухих отверстиях – в предохранительном патроне.
На координатно-расточном станке режущий инструмент (сверло, зенкер и т.п.) с коническим хвостовиком 1 (Рис.7) устанавливают в шпинделе станка 2 в переходных втулках 3 (Рис.7 а, б), а с цилиндрическим хвостовиком 4 – в державке с цанговым зажимом 5 (Рис.7 в).
Расточные резцы 1 (Рис.8) на координатно-расточном станке устанавливают в консольных державках 3, закрепленных в шпинделе 2, с наклонной (Рис.8 а) или прямой (Рис.8 б) установкой резца, а также в универсальном резцедержателе, конструкция которого позволяет осуществить механическую подачу в радиальном направлении во время вращения шпинделя.
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Сверла для глубокого сверления – пушечные, ружейные, эжекторные
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Процесс глубокого сверления на токарно-фрезерном центре
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.
6.6. Технология сверления и рассверливания отверстий
В зависимости от требуемого качества и числа обрабатываемых заготовок сверление отверстий производят по разметке или кондуктору. В процессе работы необходимо соблюдать следующие основные правила:
- при сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления; если заготовка крепится на столе, то нужно установить ее на подкладку, чтобы обеспечить свободный выход сверлу после окончания обработки;
- сверло следует подводить к заготовке только после включения вращения шпинделя так, чтобы при касании поверхности заготовки нагрузка на него была небольшой, иначе могут быть повреждены режущие кромки сверла;
- не следует останавливать вращение шпинделя, пока сверло находится в обрабатываемом отверстии. Сначала надо вывести сверло, а затем прекратить вращение шпинделя или остановить станок, в противном случае сверло может быть повреждено;
- в случае появления во время сверления скрежета, вибраций, возникающих в результате заедания, перекоса или износа сверла следует немедленно вывести его из заготовки и после этого остановить станок;
- при сверлении глубоких отверстий (l 5d, где I — глубина отверстия, мм; d — диаметр отверстия, мм) необходимо периодически выводить сверло из обрабатываемого отверстия для удаления стружки, а также для смазки сверла. Этим существенно уменьшается вероятность поломки сверла и преждевременного его затупления;
- отверстие диаметром более 25 мм в сплошном металле рекомендуется сверлить за два перехода (с рассверливанием или зенкерованием);
- сверление следует выполнять только по режимам, указанным в технологических картах или в таблицах справочников, а также по рекомендациям мастера (технолога);
- при сверлении отверстий в заготовках из стали или вязких материалов обязательно применять СОЖ для предохранения режущего инструмента от преждевременного износа и увеличения режимов резания.
Сверление по разметке применяют в единичном и мелкосерийном производствах, когда изготовление кондукторов экономически неоправданно из-за небольшого числа обрабатываемых деталей. В этом случае к сверловщику поступают размеченные заготовки с нанесенными на них контрольными окружностями и центром будущего отверстия (рис. 6.21, а). В некоторых случаях разметку производит сверловщик.
Рис. 6.21. Сверление отверстий по разметке:
а — разметка и кернение центра отверстия; б — разметка и кернение контрольной окружности; в — увод сверла от центра отверстия; г — исправление направления сверла; 1 — след от кернера; 2 — канавка от предварительно просверленного отверстия; 3 — обработанное отверстие
Сверление по разметке производят в два этапа: сначала предварительное сверление, а затем — окончательное. Предварительное сверление производят с ручной подачей, высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совмещение окружности надсверленного отверстия с разметочной окружностью.
Если предварительное отверстие просверлено правильно (рис. 6.21, б), сверление следует продолжить и довести до конца, а если отверстие ушло в сторону (рис. 6.21, в), то производят соответствующую корректировку: прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло (рис. 6.21, г). Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца.
Сверление по кондуктору. Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
READ Как Заменить Подошву На Шлифмашинке
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1. 0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Рис. 6.22. Приспособление для ограничения движения подачи шпинделя:
а — патрон с регулируемым упором; б — упорное кольцо; 1 — корпус патрона со сверлом; 2 — упорная втулка; 3 — кондукторная втулка
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Рассверливание отверстий. Отверстия диаметром более 25 мм обычно сверлят за два перехода: вначале сверлом меньшего диаметра, а затем — большего диаметра.
Диаметр первого сверла примерно равен длине поперечной режущей кромки второго сверла. Это позволяет значительно уменьшить силу резания при обработке сверлом большего диаметра.
При рассверливании рекомендуется подбирать размеры сверл в зависимости от наименьшего диаметра отверстия. Рассверливать можно только отверстия, предварительно полученные сверлением. Отверстия, полученные литьем, штамповкой, рассверливать не рекомендуется, так как в этих случаях сверло сильно уводит вследствие несовпадения центра отверстия с осью сверла.
Правила и приемы работы при рассверливании отверстий аналогичны правилам и приемам при сверлении.
Контрольные вопросы
- Перечислите основные правила выполнения операций сверления на сверлильных станках.
- Расскажите об особенностях сверления по разметке.
- Как производится сверление с использованием кондуктора?
- Какие особенности сверления сквозных и глухих отверстий на сверлильных станках вы знаете?
- Каков порядок рассверливания отверстий на сверлильных станках?
Подобные документы
Технология получения отверстий в сплошном материале. Установление сверла с коническим хвостовиком в конусное отверстие пиноли задней бабки. Технология сверления чугунных, латунных и бронзовых заготовок. Обеспечение качества обработки при сверлении.
реферат, добавлен 26.05.2014
Правила и режимы резания при сверлении отверстий на токарном станке. Характеристика процесса сверления по разметке с кернением центров и по кондукторам. Особенности получения глубоких отверстий. Метод получения большего диаметра при помощи расточки.
реферат, добавлен 12.01.2010
Проектирование инструментальной наладки для обработки детали. Маршрутная технология обработки детали и выбор станка. Расчет точности позиционирования режущих инструментов и оценка ее достаточности. Восстановление работоспособности режущих инструментов.
курсовая работа, добавлен 15.12.2013
Основные элементы технологического процесса механической обработки деталей. Факторы, определяющие метод получения заготовки. Важность процедуры выбора марки материала при конструировании детали. Способы обработки отверстий лезвийным инструментом.
контрольная работа, добавлен 23.02.2014
Характеристика этапов технологического процесса изготовления корпусной детали. Технология обработки отверстий для крепежных болтов, основных отверстий корпусных деталей. Доводка отверстий абразивными брусками. Технический контроль корпусных деталей.
реферат, добавлен 02.05.2016
Исследование эффективности схем процесса съема припуска, при хонинговании глухих отверстий инструментами, обеспечивающими постоянство размерного износа режущих элементов. Разработка нового способа хонингования, обоснование конструкции его реализации.
статья, добавлен 25.10.2016
Механизация и автоматизация обработки на станках. Проект приспособления с полуавтоматическим циклом работы для сверления отверстий кронштейна. Конструирование, количественная и качественная оценка технологичности станка, обеспечение заданной точности.
курсовая работа, добавлен 18.05.2011
Механизация и автоматизация обработки на станках. Проект приспособления с полуавтоматическим циклом работы для сверления отверстий кронштейна. Конструирование, количественная и качественная оценка технологичности станка, обеспечение заданной точности.
курсовая работа, добавлен 27.08.2011
Определение, назначение и сущность процесса сверления и растачивания. Процесс обработки круглых и многогранных отверстий станками и универсальным оборудованием. Инструменты и технологическая оснастка. Экономическое обоснование выбора методов обработки.
реферат, добавлен 25.12.2013
Механизмы возникновения вибраций режущего инструмента в технологической системе резания, состоящей из подсистем инструмента и заготовки. Технологическая вибродиагностика при сверлении отверстий малого диаметра на измерительном комплексе NI CompactDAQ.
статья, добавлен 06.12.2016
Сверление.
Наиболее распространенным методом получения отверстий в сплошном материале
является сверление. Движение резания при сверлении. вращательное, движение
Сверление является одним из распространенных методов предварительной
обработки отверстий на токарных станках. В зависимости от конструкции и
назначения различают сверла: спиральные, перовые, для глубокого сверления,
центровочные, эжекторные и др. Наибольшее распространение получили спиральные
сверла (На рисунке 1. сверла: а. спиральное с коническим хвостовиком, б.
спиральное с цилиндрическим хвостовиком, в. для
Сверло имеет: две главные режущие кромки, образованные пересечением передних
винтовых поверхностей канавок, по которым сходит стружка, с задними
поверхностями, обращенными к поверхности резания; поперечную режущую кромку
(перемычку), образованную пересечением обеих задних поверхностей; две
вспомогательные режущие кромки, образованные пересечением передних
Ленточка сверла. узкая полоска на его цилиндрической поверхности,
расположенная вдоль винтовой канавки и обеспечивающая направление сверла при
резании. Угол наклона винтовой канавки v угол между осью сверла и касательной
к винтовой косильной лески по наружному диаметру сверла (v=20-30 градусам). Угол
наклона поперечной режущей кромки (перемычки) j. острый угол между
проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную
Угол режущей части (угол при вершине) 2 j. угол между главными режущими
кромками при вершине сверла (2 j=118 градусам). Передний угол g. угол между
касательной к передней поверхности в рассматриваемой точке режущей кромки и
нормалью в той же точке к поверхности вращения режущей кромки вокруг оси
По длине режущей кромки передний угол g является величиной переменной. Задний
угол a. угол между касательной к задней поверхности в рассматриваемой точке
режущей кромки и касательной в той же точке к окружности ее вращения вокруг
оси сверла. Задний угол сверла. величина переменная: a=8-14 градусов на
периферии сверла и a=20-26 градусов. ближе к центру сверла.

режущая кромка, 2. передняя поверхность, 3. задняя поверхность, 4.
поперечная кромка, 5. канавка, 6. ленточка
Для сверления дерева, ДСП, мягких и твердых пластиков и металлов подойдет
обыкновенное сверло из высокопрочной стали. Для камня, кирпича или бетона.
твердосплавное сверло. У таких сверл на наконечнике напаяны пластины из
твердых (тверже бетона и камня) сплавов. В качестве такового обычно
используется победит. отсюда и название «победитовые сверла».
Победитовые сверла материал не режут, а крошат, поэтому для сверления стены
подходят идеально, но для работы по дереву, пластику или стали не годятся.
Такие сверла не режут дерево, а рвут его волокна. отверстие получается
«лохматым», некрасивым и имеет больший диаметр, чем надо.
Для более твердых материалов (например, гранит) используются сверла с
твердыми или средней твердости победитовыми пластинами, а для более мягких
материалов (кирпич, мягкий бетон и т.п.) можно использовать сверла с мягкими
ТЕХНОЛОГИЯ СВЕРЛЕНИЯ И РАССВЕРЛИВАНИЯ ОТВЕРСТИЙ
Подобные документы
Исследования влияние диаметра отверстия на качество деталей с внутренней резьбой и надежность резьбовых соединений. Определение точности формул для расчета диаметров отверстий. Рекомендации по выбору геометрических размеров инструментов для обработки.
статья, добавлен 13.09.2013
Основные погрешности, возникающие при обработке отверстий высокой точности развертками: огранка, разбивание или усадка отверстий, шероховатость обработанных поверхностей. Изучение влияния разности угловых шагов зубьев развертки на изменение толщины среза.
статья, добавлен 02.12.2013
Описание конструкции и назначение детали. Анализ используемого материала и технологичности конструкции. Выбор, обоснование исходной заготовки. Расчет режимов обработки при сверлении, фрезеровании. Размерный обзор проектируемого технологического процесса.
реферат, добавлен 18.11.2016
Проектирование и описание работы приспособлений для сверления отверстий на сверлильном станке 2Н135 и обработки шпоночных пазов на вертикально-фрезерном станке 6Р13. Расчет приспособлений на точность получаемых размеров и параметров силового привода.
курсовая работа, добавлен 13.10.2015
Знакомство с последовательностью проектирования инструментов для обработки ступенчатых отверстий. Анализ этапов расчета исполнительных диаметров разверток и сверл. Особенности способа получения деталей машин посредством резания лезвийным инструментом.
курсовая работа, добавлен 20.02.2019
Характеристика истории использования лазерного луча в роли сверла. Анализ специфики лазерного сверления металлов и неметаллических материалов. Описание режимов сверления отверстий в твердых поверхностях, а также в материалах с повышенной хрупкостью.
реферат, добавлен 02.04.2017
Идентификация материала детали. Определение потребного числа переходов и операционных размеров. Проектирование токарных операций. Выбор режущего инструмента. Режимы резания при точении. Проектирование операций обработки радиальных отверстий детали.
курсовая работа, добавлен 21.01.2012
Анализ процесса механической лезвийной обработки углепластиков. Разработка эффективного и производительного способа обработки отверстий. Влияние материала лезвийного инструмента на параметры точности кромок. Типичные дефекты и условия их возникновения.
статья, добавлен 29.11.2016
Проектирование фрезы червячной для обработки зубчатых колес по заданным параметрам. Расчет сверла комбинированного для обработки отверстий. Техническое обоснование характеристик протяжки для обработки шлицевой втулки и патрона для крепления протяжки.
курсовая работа, добавлен 24.09.2010
Разработка операционного технологического процесса механической обработки корпуса редуктора. Расчёт припусков, режимов резания. Проектирование расточной оправки для растачивания внутренних отверстий заготовки и приспособления для их сверления и расточки.
дипломная работа, добавлен 14.12.2019
§ 2. Сверление сквозных, глухих и ступенчатых отверстий. Углы заточки сверл для разных материалов.
Сверление является одним из наиболее распространенных способов обработки отверстий. Как самостоятельная операция оно применяется тогда, когда точность не превышает 5-4 класса, а шероховатость обработки. 4-5 класса. Основным инструментом при сверлении являются спиральные сверла (рис. 88, а, б). Промышленностью выпускаются сверла из инструментальных сталей У10А, У12А,9Х,9ХС, Р9, Р18, Р9К5, РК10 и сверла, оснащенные твердыми сплавами.
Различают два основных способа сверления: на сверлильных станках, на токарных станках.
На станках сверлильной группы движение резания и движение подачи осуществляет сверло. К этому виду станков относятся универсальные сверлильные станки, специальные сверлильные многошпиндельные и некоторые агрегатные станки.
При сверлении первым способом ось сверла совпадает с направлением подачи, но иногда она и не совпадает с осью заготовки (детали), поэтому ось отверстия может занять неправильное положение, т. е. произойдет «увод оси». Отверстие в этом случае сохраняет цилиндрическую форму. Для уменьшения «увода оси» сверла при обработке на сверлильных станках применяют кондукторы с направляющими втулками.
По конструкции кондукторы разнообразны, но все имеют одно назначение. обеспечить правильное направление оси сверла и необходимое расстояние между осями отверстий. Кондукторы обычной точности обеспечивают точность расстояния между осями отверстий диаметром от 3 до 80 мм порядка ±(0,06-0,2 мм), а кондукторы повышенной точности ±(0,04-0,01 мм).
При втором способе сверления, т. е. сверлении на станках токарной группы, при несовпадении оси сверла с осью заготовки (детали) отверстие может иметь переменный по длине диаметр. Это объясняется тем, что диаметр отверстия здесь будет определяться не радиусом сверла, а расстоянием от оси вращения до наиболее удаленной точки на периферии сверла. Так как это расстояние по мере движения сверла все время увеличивается, то и диаметр отверстия тоже будет возрастать.
С другой стороны, вращение заготовки (детали) приводит к самоцентрированию сверла, так как боковое давление на сверло со стороны стенки отверстия не будет уравновешиваться давлением с противоположной стороны, как это бывает при невращающейся заготовке (детали). Поэтому за счет разности боковых давлений сверло будет стремиться занять такое положение, при котором ось его совпадала бы с осью вращения заготовки (детали).
Для уменьшения увода оси сверла при обработке отверстий в сплошном металле на револьверных станках и автоматах перед сверлением рекомендуется произвести центрование.засверливание коротким и жестким сверлом с углом при вершине 90°.
Предварительное центрование заготовок обеспечивает более точное направление сверла, так как его перемычка не участвует в работе. Уменьшение «увода оси» сверла также способствует уменьшению осевого усилия. Поэтому рекомендуется применять сверла с подточенной перемычкой, а при малых диаметрах работать с малыми подачами на больших скоростях.
Углы заточки сверл для обработки наиболее часто встречающихся материалов приведены в табл. 4.
Алюминий, дюралюминий, силумин, электрон и баббит
Сверление, рассверливание, зенкерование, развертывание
Сверление применяют для обработки глухих и сквозных отверстий цилиндрических, конических и многогранных внутренних поверхностей.
Сверление и рассверливание обеспечивают точность обработки отверстий по 10-11-му квалитету и качество поверхности Rz 80…20 мкм (при обработке отверстий малого диаметра в цветных металлах и сплавах до Ra 2,5 мкм). Для получения более точных отверстий применяют зенкерование и развертывание.
Зенкерование, как и рассверливание, применяют для увеличения диаметра ранее полученного цилиндрического отверстия, а также для получения конических (коническими зенкерами) и плоских (торцами зенкеров) поверхностей. При зенкеровании после сверления получают точность по 9-10. му квалитетам, качество поверхности до Ra 2,5 мкм.
Развертывание применяют для окончательной (чистовой0 обработки в основном цилиндрических отверстий, реже для чистовой обработки конических и торцовых поверхностей. Точность по 6-8 – му квалитетам. Качество поверхности Ra 2,5… 0,32 мкм.
READ Просверлить Вертикальное Отверстие Дрелью
Отверстия обрабатывают различными режущими инструментами: сверлами, зенкерами, зенковками, развертками, метчиками. Все эти инструменты – осевые.
Обработка этими инструментами осуществляется при главном вращательном движении инструмента или заготовки и при одном движении подачи (чаще инструмента) вдоль оси инструмента или обрабатываемой поверхности.
Свёрла предназначены для сверления и рассверливания отверстий диаметром до 80 мм. Различают следующие типы сверл: цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные); сверла для рассверливания чугуна с пластинкой из твердого сплава; перовые для глубоких отверстий; полые для кольцевого сверления отверстий диаметром более 60 мм.
Зенкеры предназначены для окончательной обработки просверленных отверстий по 11, 12-13 квалитетам или для обработки гнезд с плоским дном под головки винтов и болтов. Зенкеры бывают следующих типов: со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава); со спиральным зубом (насадные и цельные); насадные, со вставными ножами, быстрорежущие; насадные, оснащенные твердым сплавом; для цилиндрических углублений (цельные и съемные); для зачистки торцовых поверхностей (пластинчатые или со вставными ножами); зенковки обратные со штифтовым замком, оснащенные пластинками твердого сплава; специальные для борштанг.
Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 6-7 и 8-9 квалитетам и шероховатости поверхности по 7-8 классам. Типы разверток следующие: цельные с цилиндрическим или коническим хвостовиком; насадные для сквозных и глухих отверстий; конические; специальные для оправок и борштанг.
Метчики применяют для нарезания резьбы в отверстиях. Метчиками представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Профиль резьбы должен соответствовать профилю нарезаемой резьбы.
Сверла бывают разных типов: перовые, спиральные, пушечные, кольцевые и комбинированные специальные. Сверла изготовляют из быстрорежущих, легированных и углеродистых сталей, а также их оснащают пластинками из твердых сплавов. Наибольшее распространение в промышленности получили спиральные сверла. Спиральные сверла изготовляют диаметром от 0,1 до 80 мм.
Спиральное сверло состоит из рабочей части, шейки, хвостовика для крепления сверла в шпинделе станка и лапки, служащей упором при выбивании сверла из гнезда шпинделя. Рабочая часть разделяется на режущую и направляющую. Режущая часть состоит из двух зубьев (перьев), образованных двумя канавками для отвода стружки; перемычки (сердцевины). средней части сверла, соединяющей оба зуба (пера); Двух передних поверхностей, по которым сбегает стружка, и двух задних поверхностей; двух ленточек для направления сверла и уменьшения его трения о стенки отверстия; двух главных режущих кромок, образованных пересечением передних и задних поверхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкой расположена идущая по винтовой косильной лески несколько углубленная часть — спинка зуба.
1 Конструктивные элементы 2 Работа сверла
спирального сверла 1. сверло, 2. стружка, 3. деталь.
К геометрическим параметрам режущей части сверла относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклона поперечной кромки (перемычки).
3 Геометрия спирального сверла
Угол при вершине сверла 2φ расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимости от твердости обрабатываемого материала (от 80 до 140°): для сталей, чугунов и твердых бронз 2φ = 116. 118°; для латуней и мягких бронз 2φ = 130°; для легких сплавов, силумина, электрона и баббита 2φ = 140°; для красной меди 2φ = 125°; для эбонита и целлулоида 2φ = 80. 90°.
Чтобы повысить стойкость сверл диаметром от 12 мм и более, применяют двойную заточку сверл; при этом главные режущие кромки имеют форму не прямой, как при обычной заточке, а ломаной косильной лески. Основной угол 2φ = 116. 118° (для сталей и чугунов), а второй угол 2φ = 70.75°.
Угол наклона винтовой канавки обозначается греческой буквой Omega (ω). С увеличением этого угла процесс резания протекает легче и улучшается выход стружки. Величина ω зависит от диаметра сверла. Для сверл диаметром 0,25. 9,9 мм ω = 18-28°, для сверл диаметром 10 мм и более ω = 30°.
Если рассечь спиральное сверло плоскостью, перпендикулярной главной режущей кромке, то мы увидим передний угол γ (гамма). Передний угол γ в разных точках режущей кромки имеет разную величину: он больше у периферии сверла и заметно меньше у его оси. Так, если у наружного диаметра передний угол γ = 25. 30°, то у перемычки он близок к 0°. Непостоянство величины переднего угла относится к недостаткам спирального сверла и является одной из причин неравномерного и быстрого его износа.
Задний угол сверла α (альфа) предусмотрен для уменьшения трения задней поверхности о поверхность резания. Этот угол рассматривается в плоскости параллельной оси сверла. Величина заднего угла также изменяется по направлению от периферии к центру сверла: у периферии он равен 8. 12°, а у оси α = 20. 26°.
Угол наклона поперечной кромки (пси) для сверл диаметром 1—12 мм от 47 до 50°. а для сверл диаметром более 12 мм = 55°.
Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Припуск под зенкерование (после сверления) составляет 0,5-3 мм на сторону. Зенкер выбирают в зависимости от обрабатываемого материала, вида (сквозное, ступенчатое, глухое) и диаметра отверстия и заданной точности обработки. Зенкер имеет три и более режущие кромки, поэтому при зенкеровании снимается более тонкая стружка и получаются более точные отверстия, чем при сверлении; он прочнее сверла, благодаря чему подача при зенкеровании в 2,5-3 раза превышает подачу при сверлении. Зенкерование может быть как предварительной (перед развертыванием), так и окончательной операцией. Кроме обработки отверстий зенкеры применяются для обработки торцовых поверхностей. Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера. Для обработки высокопрочных материалов (sв750 МПа) применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость резания для зенкеров из быстрорежущей стали такая же, как и для сверл. Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров из быстрорежущей стали. При обработке высокопрочных материалов и литья по корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%.
Зенкер имеет большее число режущих кромок (три или четыре), чем спиральное сверло, и обеспечивает большую чистоту обработки отверстия.
Зенкование — это обработка выходной части отверстия (снятие заусенцев) для получения конических или цилиндрических углублений под потайные головки заклепок и винтов. Зенкование выполняют конической или цилиндрической зенковкой. Операции зенкования производят на сверлильном станке, как и сверление отверстий на требуемую глубину.
5 а. зенкер, б, в коническая 6 Работа зенкера:
и цилиндрическая зенковки 1-деталь, 2-зенкер
Главный угол в плане режущих кромок в большинстве случаев равен φ = 60°. У быстрорежущих зенкеров, работающих по стали, и всех твердосплавных зенкеров рекомендуется создавать переходную кромку с углом φі = 30° и длиной 0,3—1 мм.
Геометрические параметры режущей части задаются обычно в сечении плоскостью, перпендикулярной к проекции режущей кромки на осевую плоскость зенкера. Передний угол выбирается в зависимости от свойств обрабатываемого материала: для стали 8—12°, чугуна 6—10°, легких и цветных металлов 25—30°. Задний угол принимают равным 8—10°.
Для правильной работы зенкера необходимо, чтобы биение главных кромок не превышало 0,05—0,06 мм.
Угол наклона канавок к оси инструмента принимают в пределах ω = 10—20°. Зенкеры диаметром 10—32 мм делают хвостовыми, а диаметром 25—80 мм — насадными.
Применение зенкеров, оснащенных пластинками из твердого сплава, позволяет значительно повысить производительность обработки. Пластинки твердого сплава могут напаиваться непосредственно в корпус зенкера или на вставной нож. Применение сборных конструкций дает возможность замены зубьев в случае их поломки, восстановления и регулирования размера зенкера и многократного использования корпуса. Во избежание выкрашивания твердого сплава на передней поверхности твердого сплава зачастую вводится отрицательная фаска (γ = —10°; f = 0,2—0,3 мм).
Задняя поверхность режущей и калибрующей части зенкера, оснащенного твердым сплавом, выполняется под двумя углами.
Для получения отверстий высокой точности и качества обрабатываемой поверхности применяют развертывание. Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают непосредственно после сверления. Перед развертыванием отверстий большего диаметра их предварительно обрабатывают, а торец подрезают. Припуск под развертывание t=0,15-0,5 мм для черновых разверток и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками на токарных и токарно-револьверных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Для того чтобы обеспечить высокое качество обработки, сверление, зенкерование (или растачивание) и развертывание отверстия производят за одну установку заготовки в патроне станка. Подача при развертывании стальных деталей 0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об. Скорость резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше скорость резания при одинаковой подаче, а при увеличении подачи скорость резания снижают.
Развертки бывают цилиндрические и конические. Конические развертки предназначены для развертывания конусных отверстий.
7 Развертки: цилиндрическая ручная,
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая— направляет развертку и окончательно калибрует отверстия.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди — эмульсией, в алюминии — скипидаром, а в латуни и бронзе отверстия развертывают без смазывания.
Развертки бывают ручными или машинными, хвостовыми или насадными, цельными или сборными, из стали (легированной или быстрорежущей) или с пластинками из твердого сплава.
Ручные развертки, используемые при слесарных работах, отличаются малым углом в плане φ = 1—2 и большой длиной режущей части. Эти развертки изготавливают обычно из стали 9ХС.
Машинные развертки используются при работе на токарных, револьверных и сверлильных станках. Угол в плане на режущей части равен φ = 15° для вязких металлов и φ = 5° для хрупких металлов. На переднем конце режущей части снимается заходная фаска под углом 45°, для направления развертки в отверстии, предохранения зубьев от выкрашивания в момент входа в отверстие и снятия завышенного припуска.
Калибрующая часть развертки служит для калибрования и зачистки отверстия и направления развертки при обработке. Зубья на калибрующей части имеют цилиндрическую ленточку, требующую очень тщательной доводки.
Для предупреждения огранки отверстия зубья развертки имеют неравномерную разбивку, поэтому заточка разверток в делительных приспособлениях невозможна.
Передний угол γ у разверток обычно равен нулю и только у черновых разверток или при обработке особо вязких материалов γ = 5—10°. Задний угол на режущей части а = 8°. Развертки, оснащенные твердым сплавом, затачиваются по задней поверхности под двумя задними углами α1 = 8° и α2 = 15°.
Метчики — инструмент, который применяется для нарезания внутренних резьб.
Ручные метчики служат для нарезания резьбы вручную; используются в виде комплекта. Существуют комплекты из двух штук (черновой и чистовой метчики) и из трех штук (черновой, промежуточный и чистовой метчики).
Гаечные метчики (короткие, длинные и станочные) применяются для нарезания сквозных резьб.
Машинные метчики применяются на сверлильных и агрегатных станках, на станках-автоматах, для нарезания резьбы в деталях машин.
Для нарезания резьб большого диаметра применяются регулируемые (сборные) метчики.
Элементы метчика. Метчик состоит из следующих частей: рабочая часть и хвостовик; рабочая часть разделяется на заборную часть и калибровочную часть; хвостовик заканчивается квадратом, передающим крутящий момент метчику. Канавки метчика служат для образования передних и задних поверхностей режущих перьев и для отвода стружки.
Заборная часть метчика срезает припуск на заготовке, а калибрующая часть предназначена для центрирования и направления метчика в нарезаемом отверстии и для зачистки нарезаемой резьбы. Метчик имеет передние, задние и профильные поверхности и главные и профильные режущие лезвия.
Геометрические параметры метчика включают: передний угол γ, который берется от 0º до 5º при обработке чугуна и бронзы, а для мягкой стали γ доходит до 15º; задний угол α, который колеблется от 6 до 12º; угол заборной части φ, определяющийся вычислением, он зависит от высоты нарезаемой резьбы и выбранной длины заборной части; угол обратного конуса φ, необходимый для предотвращения защемления метчика в нарезаемой резьбе; понижение диаметра дается на 0,05 ÷ 0,1 мм на 100 мм длины метчика; угол наклона режущего лезвия λ затачивается на длине заборной части метчика для направления стружки вперед по движению инструмента; величина λ берется в пределах от 7 до 10º.
Дата добавления: 2017-01-26 ; просмотров: 12490 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ