
- Применение метода электроискрового легирования для создания износостойких покрытий в современных технологиях материалов: особенности и преимущества.
- Преимущества метода электроискрового легирования
- Увеличение износостойкости
- Повышение твердости материала
- Особенности процесса электроискрового легирования
- Использование электрического разряда
- Выбор оптимальных параметров процесса
Применение метода электроискрового легирования для создания износостойких покрытий в современных технологиях материалов: особенности и преимущества.
Метод электроискрового легирования является эффективным способом формирования износостойких покрытий на обрабатываемых поверхностях различных материалов. Он основан на использовании электрического разряда, который возникает при подаче электрического тока между анодом и катодом в жидкой среде. В результате разряда на поверхности обрабатываемого материала образуется покрытие, состоящее из различных составляющих, таких как карбиды, нитриды и другие соединения.
Одной из особенностей метода электроискрового легирования является возможность формирования покрытий с габаритными размерами, которые несравнимы с размерами электрода. Это позволяет проводить обработку поверхностей деталей различных форм и размеров. Кроме того, метод электроискрового легирования позволяет формировать покрытия с различной толщиной и степенью упрочнения, в зависимости от требований к износостойкости и механической прочности изделий.
Важной особенностью метода электроискрового легирования является его высокая производительность. При этом, несмотря на значительные преимущества этого метода, его применение имеет некоторые ограничения. В частности, в процессе формирования покрытий с использованием электроискрового легирования возможно образование пористости и диффузионного соединения с материалом обрабатываемой поверхности. Для минимизации этих недостатков требуется проведение сравнительной оценки и выбор новых электродов и углеродсодержащих материалов.
Таким образом, метод электроискрового легирования является эффективным способом формирования износостойких покрытий на поверхностях материалов. Он позволяет получить покрытия с различной толщиной, степенью упрочнения и металлической фазе, что является важным преимуществом в технологиях материалов. Однако, для обеспечения оптимальной производительности и качества покрытий необходимо учитывать зависимость этих параметров от выбранных электродов и материалов, а также проводить сравнительную оценку различных методов искусственного обработки поверхностей.
Преимущества метода электроискрового легирования

Метод электроискрового легирования (ЭИЛ) представляет собой эффективную технологию для формирования износостойких покрытий на различных материалах. Этот метод обладает рядом преимуществ по сравнению с другими методами легирования и позволяет получать покрытия с улучшенными свойствами.
Одним из преимуществ метода ЭИЛ является возможность формирования покрытий с высокой микротвердостью. При использовании этого метода, микротвердость покрытий может увеличиваться в несколько раз по сравнению с исходным материалом. Такое увеличение микротвердости позволяет повысить износостойкость и долговечность обрабатываемых деталей.
Другим преимуществом метода ЭИЛ является возможность формирования износостойких покрытий на обрабатываемых деталях с использованием порошков легирующего материала. В этом случае, порошки легирующего материала наносятся на поверхность детали и затем подвергаются воздействию электрических импульсов, в результате чего происходит их диффузия в материал детали. Такой метод позволяет достичь значительных изменений в структуре и свойствах обрабатываемого материала, что положительно сказывается на его износостойкости.
Еще одним преимуществом метода ЭИЛ является возможность формирования покрытий с использованием различных видов порошков легирующего материала. В зависимости от требуемых свойств покрытия, можно использовать порошки различных материалов, таких как сталь, титан и другие. Это позволяет получать покрытия с различными комбинациями свойств, что важно для разных сфер применения.
Также следует отметить, что метод ЭИЛ является процессом нанесения покрытий, который происходит при комнатной температуре. Это позволяет избежать нагрева обрабатываемых деталей и сохранить их начальную микроструктуру и свойства. Таким образом, метод ЭИЛ является более щадящим способом формирования покрытий по сравнению с другими методами, которые требуют высоких температур.
В целом, метод электроискрового легирования представляет собой эффективный способ формирования износостойких покрытий с использованием порошков легирующего материала. Этот метод обладает рядом преимуществ, таких как возможность формирования покрытий с высокой микротвердостью, использование различных видов порошков, сохранение начальной микроструктуры и свойств обрабатываемых деталей.
Увеличение износостойкости
Процесс электроискрового легирования позволяет создавать покрытия с улучшенными износостойкими свойствами. Особенностью этого метода является возможность формирования структуры покрытий, которая характеризуется высокой твердостью и стойкостью к износу.
Используя электроды из карбидных соединений, таких как карбид титана или карбид вольфрама, можно сформировать на поверхности детали твердые и износостойкие покрытия. При этом процесс электроискрового легирования осуществляется с помощью высокочастотной электродной разрядной среды.
Процесс формирования покрытия начинается с подготовки поверхности детали, на которую наносится защитное покрытие. Затем с помощью электродов, покрытых легирующим материалом, происходит восстановление и упрочнение поверхности. В результате образуется сплошное покрытие с высокой степенью графитации и характеризующееся высокой твердостью и стойкостью к износу.
Применение метода электроискрового легирования позволяет увеличить износостойкость деталей и поверхностей, а также улучшить их механические свойства. В результате повышается производительность технических устройств и снижается необходимость в их ремонте и замене.
Повышение твердости материала

Применение метода электроискрового легирования в технологиях материалов позволяет сформировать износостойкие покрытия с повышенной твердостью. Это достигается благодаря процессу диффузионного формирования слоя на поверхностях материала.
В процессе электроискрового легирования на поверхности материала происходит нанесение порошков специального состава, состоящего из никеля и титановой пыли. Затем мощность электроиска применяется к катоду, что приводит к диффузии элементов порошков в материал. Порошки титановой пыли характеризуются высокой пористостью, что способствует более эффективной диффузии элементов и формированию структуры покрытия с повышенной твердостью.
Порошковое покрытие, полученное после электроискрового легирования, обладает сплошностью и низкой пористостью, что существенно повышает его прочность и износостойкость. Поверхность материала становится более твердой и устойчивой к механическому воздействию.
Выбор состава порошков и параметров процесса электроискрового легирования позволяет контролировать толщину и структуру покрытия, а также его физические свойства, включая твердость. Использование электроискрового легирования в технологиях материалов позволяет сформировать покрытия с высокой твердостью, что способствует повышению производительности и долговечности изделий.
| Табл. 1. Зависимость твердости покрытия от мощности электроиска (по данным estimation) | |
|---|---|
|
Мощность электроиска, Вт |
Твердость покрытия, HRC |
|
100 |
48 |
|
200 |
51 |
|
300 |
54 |
|
400 |
57 |
Восстановление твердости материала после процесса электроискрового легирования может производиться путем дополнительной термической обработки или механической обработки поверхности. Это позволяет достичь оптимальной твердости и структуры покрытия в соответствии с требованиями конкретного применения.
Таким образом, применение метода электроискрового легирования в технологиях материалов позволяет повысить твердость материала, что существенно улучшает его износостойкость и прочность.
Особенности процесса электроискрового легирования

Основной принцип метода электроискрового легирования заключается в восстановлении и упрочнении поверхностного слоя изделия с помощью графитового электрода. При этом происходит повышение микротвердости, а также изменение структуры и морфологии полученного слоя.
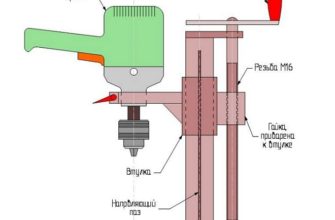
Процесс электроискрового легирования проводится с использованием специального станка, на котором закрепляются обрабатываемые изделия. Давление и частота разрядных импульсов являются основными параметрами, которые влияют на толщину и свойства полученного слоя.
Особенностью данного метода является возможность формирования износостойких покрытий на металлических изделиях. При этом процесс электроискрового легирования позволяет достичь высокого содержания графита в полученном слое, что способствует повышению его упрочняющих свойств.
После обработки методом электроискрового легирования происходит повышение микротвердости полученного слоя. Среднее значение микротвердости после использования метода электроискрового легирования составляет около 1000-1500 МПа.
Важным аспектом является также влияние толщины слоя на его свойства. Увеличение толщины слоя приводит к увеличению микротвердости и улучшению износостойкости полученного покрытия.
Таким образом, метод электроискрового легирования в технологиях материалов имеет ряд особенностей. Он характеризуется использованием электрической дуги высокой частоты, механизированной обработкой и возможностью формирования износостойких покрытий на металлических изделиях. При этом результаты обработки методом электроискрового легирования зависят от параметров процесса, таких как давление и частота разрядных импульсов, а также от толщины полученного слоя.
Использование электрического разряда

Использование электрической разрядной плазмы в процессе электроискрового легирования позволяет получать износостойкие покрытия на поверхности материалов. В данном методе электроды, покрытые графитом или титаном, помещаются в среду с высоким содержанием твердых материалов, таких как карбиды или сплавы. При подведении электрического тока между электродами происходят искровые разряды, которые воздействуют на поверхность детали и формируют покрытие.
Искровой разряд характеризуется высокими температурами и давлениями, что приводит к образованию трещин и нагрузок на поверхность детали. В результате этого процесса происходит взаимодействие между твердыми фазами покрытия и материалами детали, что способствует повышению износостойкости и твердости поверхности.
При использовании электроискрового легирования толщина полученного покрытия зависит от параметров процесса, таких как сила тока, длительность импульса и скорость движения электродов. Для получения покрытий с определенными характеристиками необходим подбор оптимальных параметров. В работе автора Mezentsov A.V. проведены исследования, посвященные подбору оптимальных параметров процесса электроискрового легирования для формирования износостойких покрытий на сталях и титановых сплавах.
Оценка износостойкости полученных покрытий проводилась путем измерения среднего срока службы детали до образования трещин или потери покрытия. Использование электроискрового легирования позволяет получить покрытия с высокой износостойкостью и твердостью, что делает метод применимым в различных областях науки и промышленности.
Таким образом, данная статья обсуждает использование электрического разряда в процессе электроискрового легирования для формирования износостойких покрытий на поверхности материалов. Она также отмечает важность подбора оптимальных параметров процесса и оценку износостойкости полученных покрытий.
Выбор оптимальных параметров процесса
Снижение энергозатрат и повышение производительности процесса достигается за счет оптимального выбора параметров, таких как ток электроискровой обработки, длительность импульсов, частота их повторения и др.
Один из важных параметров – переходной сопротивление между электродами. После его превышения начинается обработка поверхностей обрабатываемой детали и электродного материала. Выбор оптимального значения переходного сопротивления позволяет достичь оптимальной энергии процесса и предотвратить деформацию обрабатываемой детали.
Оптимальный выбор параметров процесса также включает в себя определение состава и концентрации газораспределения в зоне разрядных электродов. Использование механизированной системы газораспределения позволяет достичь равномерного распределения газа и предотвратить его перегрев.
Выбор оптимальных параметров процесса также зависит от химического состава и структуры обрабатываемого материала. Мягкие материалы требуют более низкого тока и длительности импульсов, в то время как упрочненные твердые материалы требуют более высокого тока и длительности импульсов.
Также важно учитывать габаритные размеры обрабатываемой детали и выбирать электроды, соответствующие этим размерам. Большая площадь электродов позволяет обработать большую площадь поверхности детали за один процесс.
В процессе выбора оптимальных параметров процесса необходимо учитывать также среднее значение температуры обработки, которое должно быть в пределах допустимых значений для материалов.
Выбор оптимальных параметров процесса электроискрового легирования позволяет достичь высокой эффективности и качества покрытий в технологиях материалов. Правильный выбор параметров обеспечивает улучшение износостойкости и повышение сервисного срока обрабатываемых деталей.